车架、悬架及车轮
车架
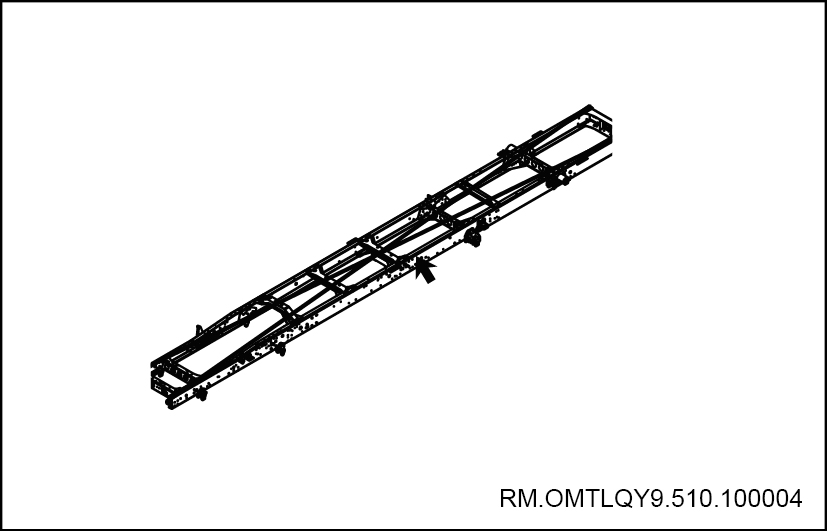
车架总成
注意事项
| 1. | 尽量减少车架上补充加工 |
通常,通过减少应力在车架某一部位的凝聚,可以尽量减少或消除车架检修工作。
| a. | 应严格按车辆的使用说明书要求使用车辆。 |
| • |
不允许超载。
|
| • |
承载应均匀,避免局部超载。
|
| • |
自卸车应均布载荷,不能局部大量承重。
|
| • |
使用厢式卡车的挡板。
|
| • |
不要在非常不平的地形上驾驶车辆。
|
| • |
新车的车架使用时应考虑到运行时车架需要承受的重力,或加强车架。
|
| b. | 修理车架或固定车身或设备到车架时,应按建议的方法进行操作。 |
| • |
避免各部分模块的突然变动。
|
| • |
不要在车架轨道凸缘上钻孔。
|
| • |
轨道腹板上的孔必须至少相隔40mm。
|
| • |
尽量使用现有的孔。
|
| • |
切勿使用焊炬切孔。
|
| • |
切勿在轨道上开切槽口。
|
| • |
切勿使车架轨道过热。
|
| • |
避免焊接到凸缘上。
|
| • |
腹板的同一垂直线上的孔不得超过四个。
|
| • |
加强筋上的孔距离加强筋边缘必须至少是材料厚度的两倍。
|
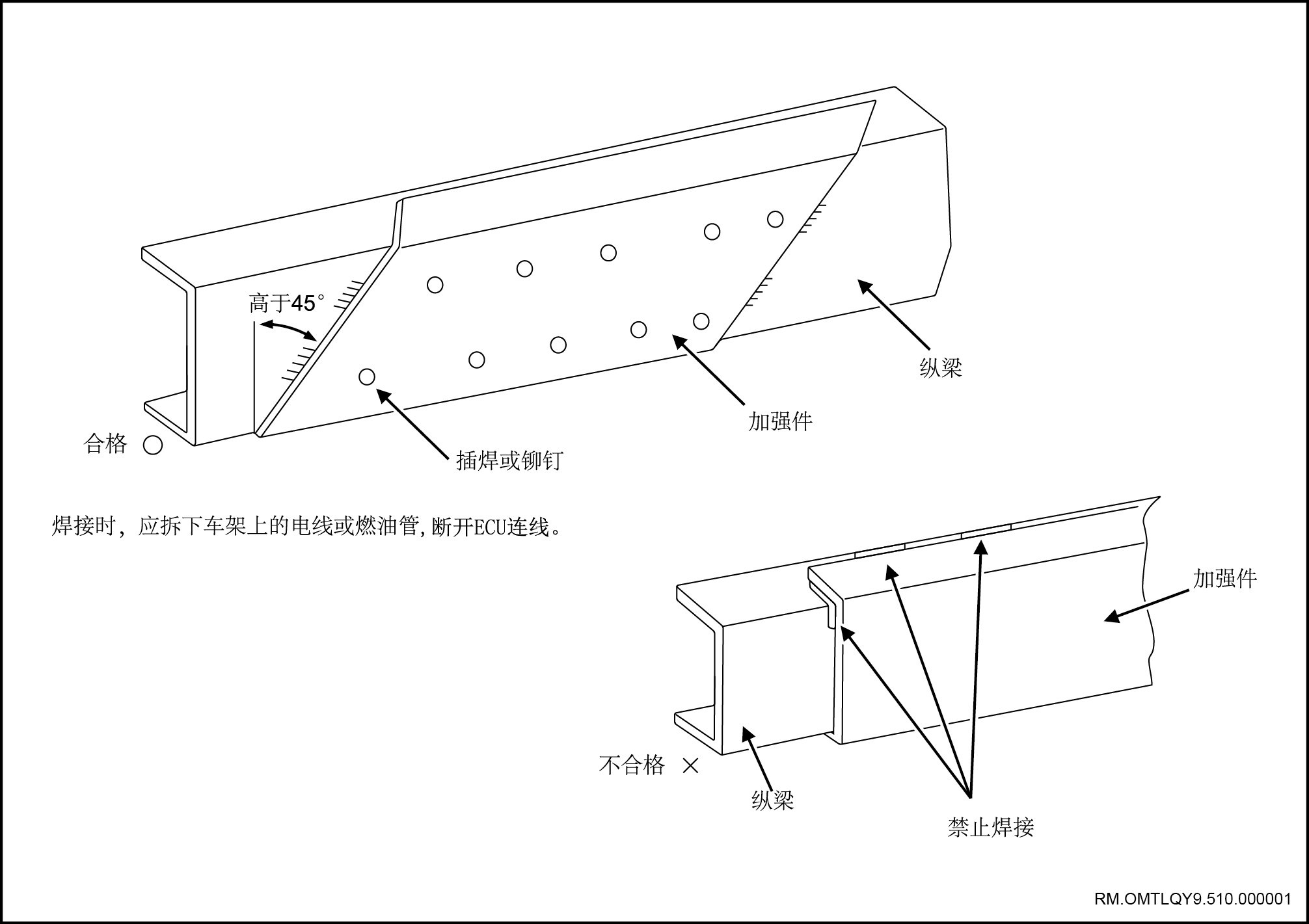
| 2. | 加强件安装加强材料到底盘车架时,应特别注意以下几点:
|
| 3. | 钻孔
|
| 4. | 焊接
|
| • |
焊接前断开蓄电池正、负极电缆。否则会损坏电气零件。
|
| • |
连接焊机接地电缆,使之尽可能靠近工作区。
|
| • |
加强板和底盘车架构件保持干燥。
|
| • |
焊接后避免用水冷却。
|
| • |
恰当的方法保护管线、电线、橡胶零件、弹簧等,防止它们受热和受溅出的焊花的影响。
|
| • |
焊接部分靠近燃油箱时,拆卸燃油箱总成。
|
| • |
焊接油漆过的部位时,应完全除去油漆层。
|
| b. | 焊接由高强度钢制成的底盘车架构件时,应仔细注意以下几点: |
| • |
焊接时应特别小心,防止开裂。
|
| • |
保持材料硬度,不得超过限值(不得高于350维氏硬度)。
|
| • |
焊珠表面应平整,因为拉伸强度高的钢材的缺口效应要比普通中性钢高些。
|
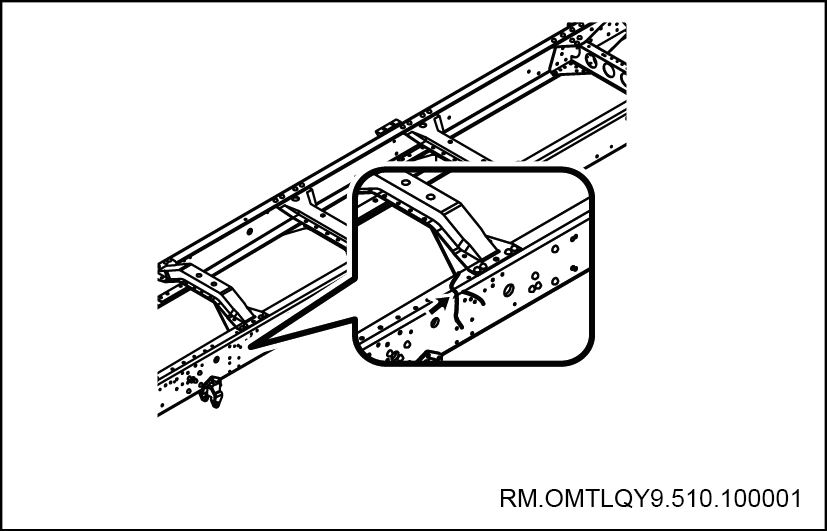
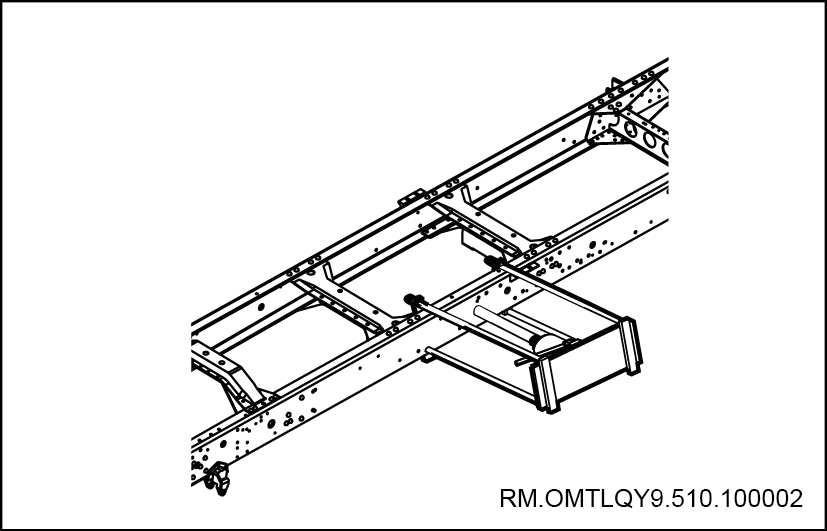
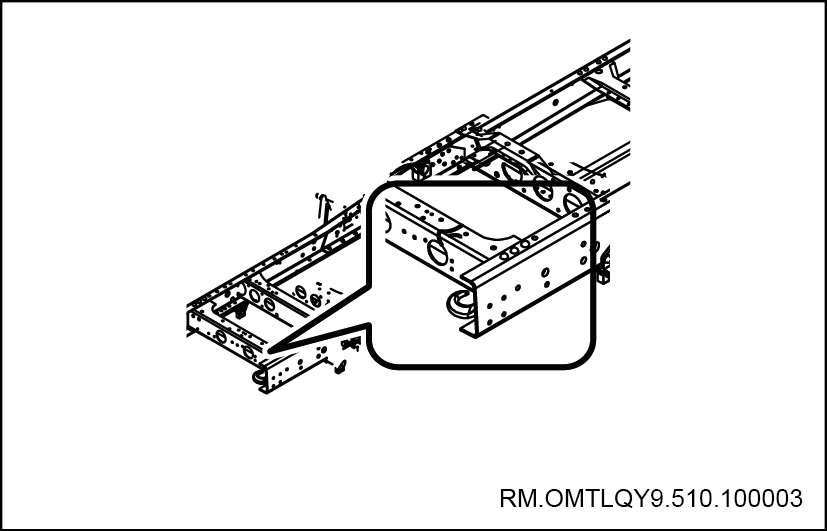
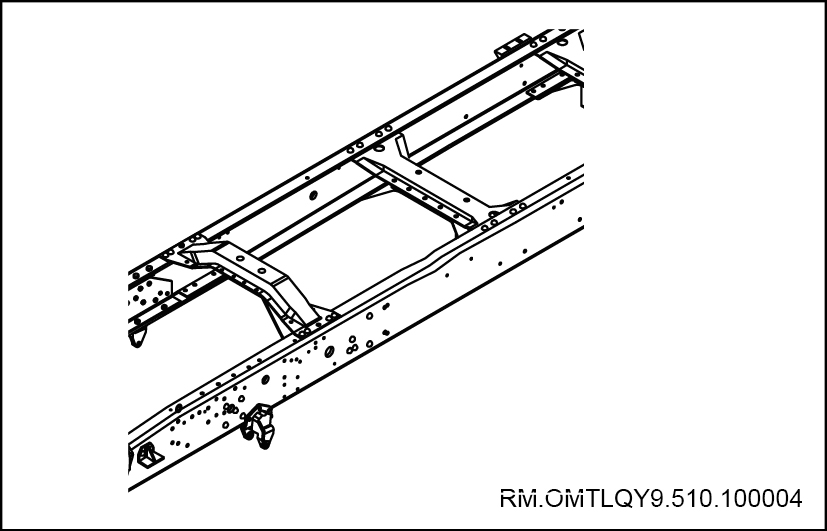
部件图
系统概述
| 1. | 车架的功用
|
| 2. | 对车架的要求
|
就车检查
提示:
车架损坏的特征有锈蚀、弯曲、扭曲、歪斜、局部变形、裂纹、断裂和铆钉松动。
提示:
在车架进行大修时,必须对车架上的全部铆钉逐个进行检验。检查铆钉是否松动,可通过铆钉头周围松动错位或锈蚀痕迹来判断。行驶的车辆还可以用涂漆的方法检查铆钉的松动。检查时先清洗铆钉周围,然后将油漆涂在铆钉周围,待干燥后,车辆照常运行,停车后检查铆钉周围,油漆如有裂缝即表示该铆钉已松动。
 注意 注意
|
||||||||||
|
提示:
车架可见裂纹的检验应在车架彻底清洗并经喷砂或化学、电化学除锈后进行。车架纵、横梁的横向裂纹延伸至整个截面时称断裂,断裂比较明显,外表观察即可看清。车架局部裂纹不易察觉。车架裂纹多发生在车架纵梁上。
|
|||||||||
|
|
|||||||||
|
|
|||||||||
|
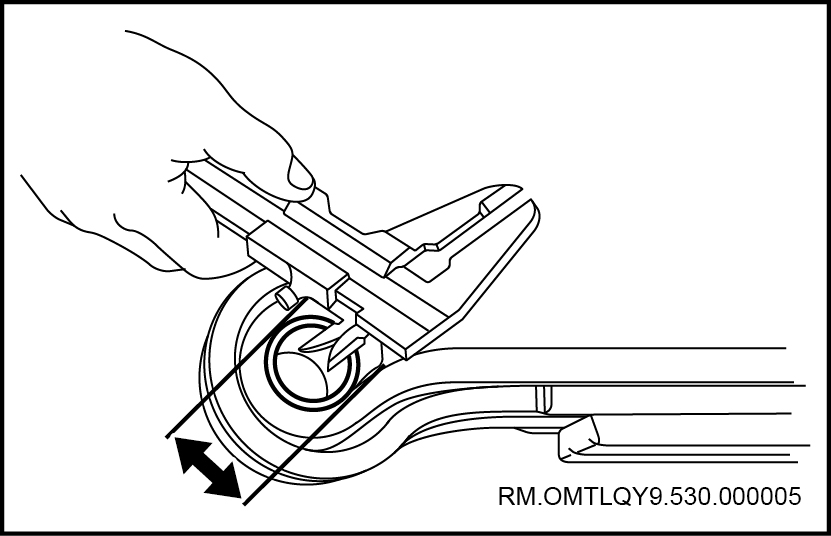
判断方法:
两对角线长度相差不得大于5mm,否则应校正。
|
|||||||||
维护保养
提示:
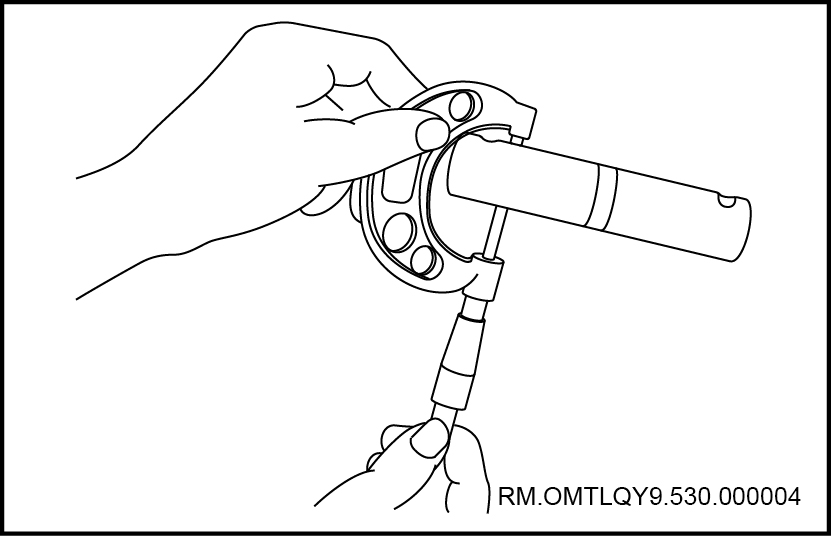
因铆钉松动而使铆钉孔磨损。在修理车架时,旧铆钉孔磨损应不大于公称尺寸的0.5mm,若旧铆钉孔大于公称尺寸0.5mm时,可以扩孔修理。
|
|||||||||||||||||||
|
提示:
车架纵、横梁局部有较小的弯曲、扭曲时,可在车架装合的情况下用千斤顶顶出的方法校正。
|
||||||||||||||||||
提示:
弯曲较大,用冷压法不易校正的硬伤,可采用局部加热校正,加热范围尽量小,温度不超过700℃,校正后应在空气流动小的地方缓慢冷却。
提示:车架翼面上的裂纹,尚未发展到整个翼面可用此方法修理。
提示:裂纹较长出现在该车架规律性的开裂部位,裂纹填焊后还应在此部位进行焊接加强板。
注意 |
|||||||||||||||||||
前悬架
前悬架总成
注意事项
| 1. | 悬架系统的操作注意事项
|
系统概述
总述
汽车前悬架系统的作用是最大限度地增加轮胎与路面之间的摩擦力,能够提供良好的转向操纵性和稳定性,以及确保乘客的舒适度。它能够吸收垂直加速车轮的能量,使车轮顺着路面上下颠簸的同时车架和车身不受干扰。前悬架由钢板弹簧、共用连接轴、减震器、缓冲橡胶和稳定杆组成。其中钢板弹簧3片,钢板弹簧的前端通过弹簧销直接连接到弹簧托架上,而后端则通过钩环销穿过钩环。钩环用于缓冲片簧弯曲所产生的间距变化。片簧通过夹板(中上部)和支架(中下部)连至前轴。减震器和稳定杆安装在前轴和底盘架之间,以确保驾驶更舒适、平稳。
| 1. | 减震器 |
减震器通过一种称为阻尼的过程来控制不希望发生的弹簧运动。减震器通过将悬架运动的动能转换为可通过液压油耗散的热能,来放缓和减弱振动性运动的大小。减震器的上支座连接到车架(即簧载质量),下支座靠近车轮连接到轴(即非簧载质量)。在双筒设计中,减震器最常见的类型之一是上支座连接到活塞杆,活塞杆连接到活塞,而活塞位于充满液压油的筒中。内筒称为压力筒,外筒称为储油筒。储油筒存储多出的液压油。当车轮遇到颠簸路面并导致弹簧压紧和拉伸时,弹簧的能量通过上支座传递到减震器,并经由活塞杆向下传递到活塞。活塞上打有孔,当活塞在压力筒内上下运动时,液压油可通过这些小孔渗漏出来。因为这些孔非常微小,所以在很大的压力下也只能有很少的液压油通过。这样就减缓了活塞的运动速度,从而使弹簧的运动缓慢下来。减震器的工作包括两个循环--压缩循环和拉伸循环。压缩循环是指活塞向下运动时压缩其下面的液压油;拉伸循环指活塞向上运动到压力筒顶部时压缩其上方的液压油。对于典型的汽车,其拉伸循环的阻力要比其压缩循环的阻力大。此外还要注意,压缩循环控制的是车辆非簧载质量的运动,而拉伸循环控制的是相对更重的簧载质量的运动。所有现代的减震器都带有速度传感功能--悬架的运动速度越快,减震器提供的阻力越大。这使得减震器能够根据路况进行调整,并控制行驶的车辆中可能出现的所有不希望发生的运动,包括弹跳、侧倾、制动俯冲和加速蹲伏等。
| 2. | 稳定杆 |
稳定杆与减震器配合使用,以便为行驶中的汽车提供附加稳定性。稳定杆是一个横跨整个车轴的金属杆,将悬架的两侧有效地连接在一起。当一个车轮上的悬架上下移动时,稳定杆会将移动传递给其他车轮。这样可以使行驶更平稳,并减少了车辆的倾斜度。尤其是它能抵消转弯时悬架上的汽车的侧翻趋势。
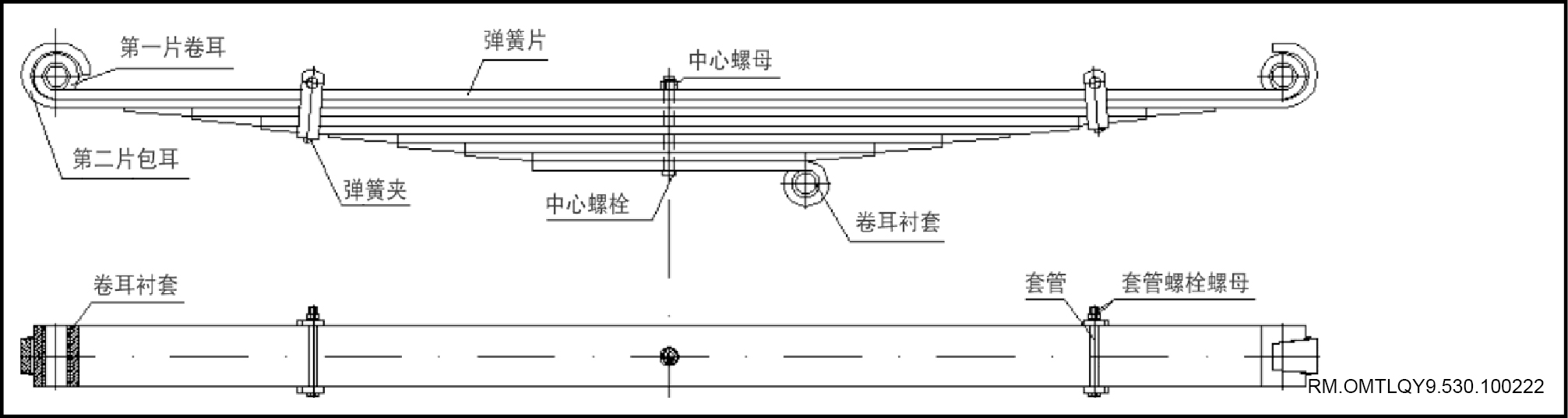
| 3. | 钢板弹簧 |
钢板弹簧的中部通过U型螺栓(又称骑马螺栓)固定在车桥上,两端的卷耳用销子铰接在车架的支架上。这样,通过钢板弹簧将车桥与车身连接起来,起到缓冲、减震、传力的作用。多片钢板弹簧的各片钢板迭加成倒三角形状,最上端的钢板最长,最下端的钢板最短,钢板的片数与支承汽车的重量和减震效果相关,钢板越多越厚越短,弹簧刚性就越大。
钢板弹簧
| 4. | 欧曼用钢板弹簧种类
|
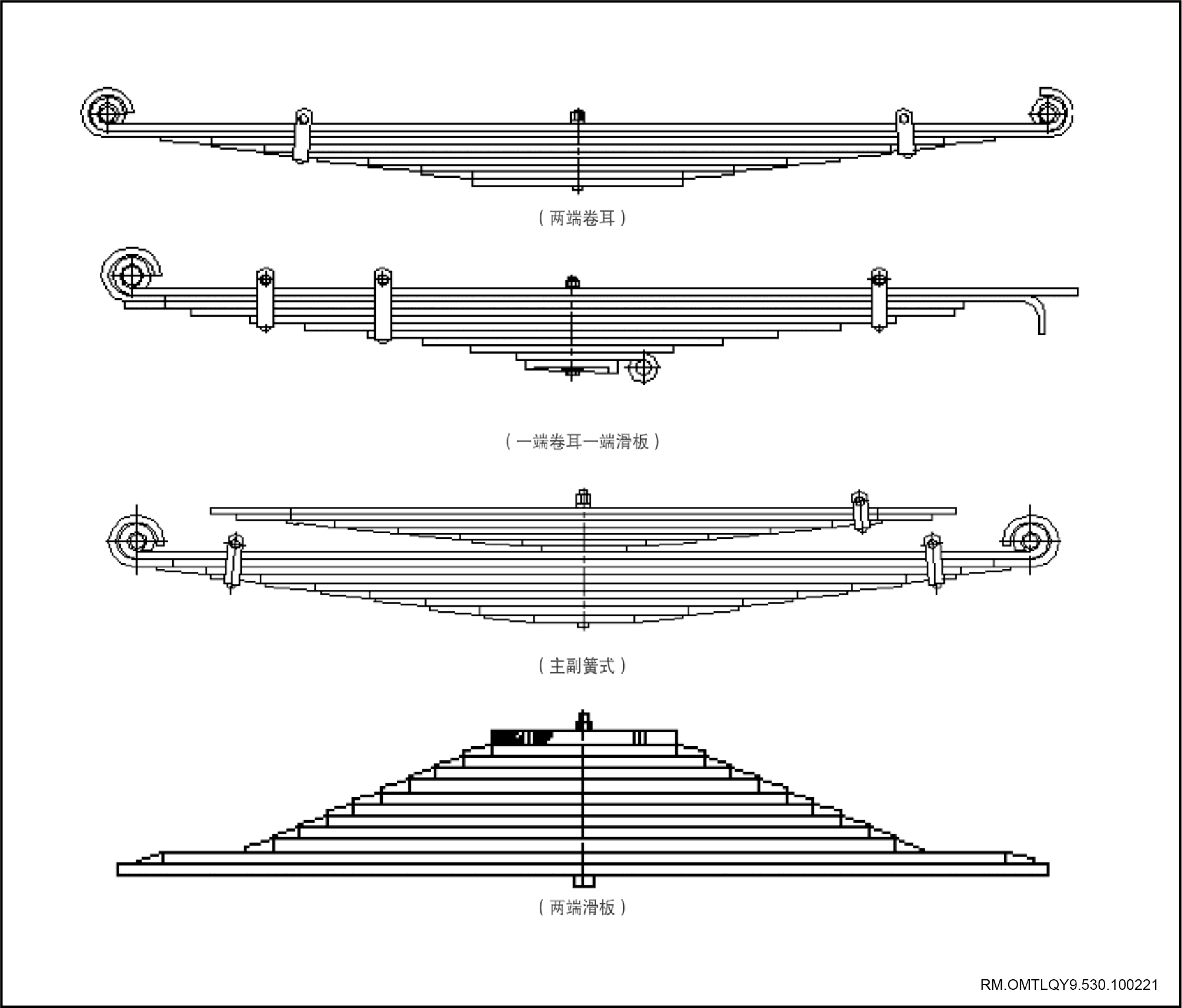
| 5. | 结构原理
|
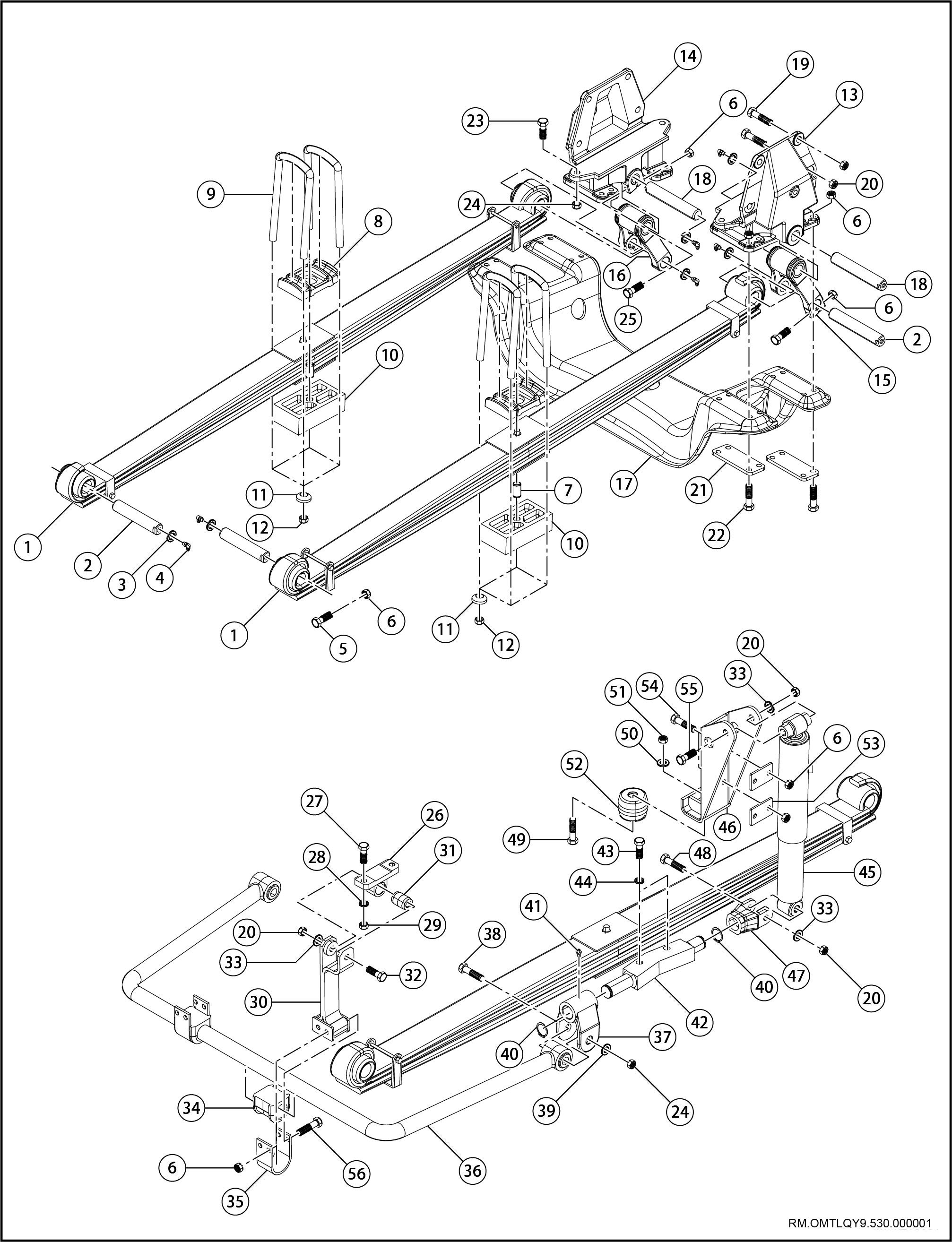
部件图
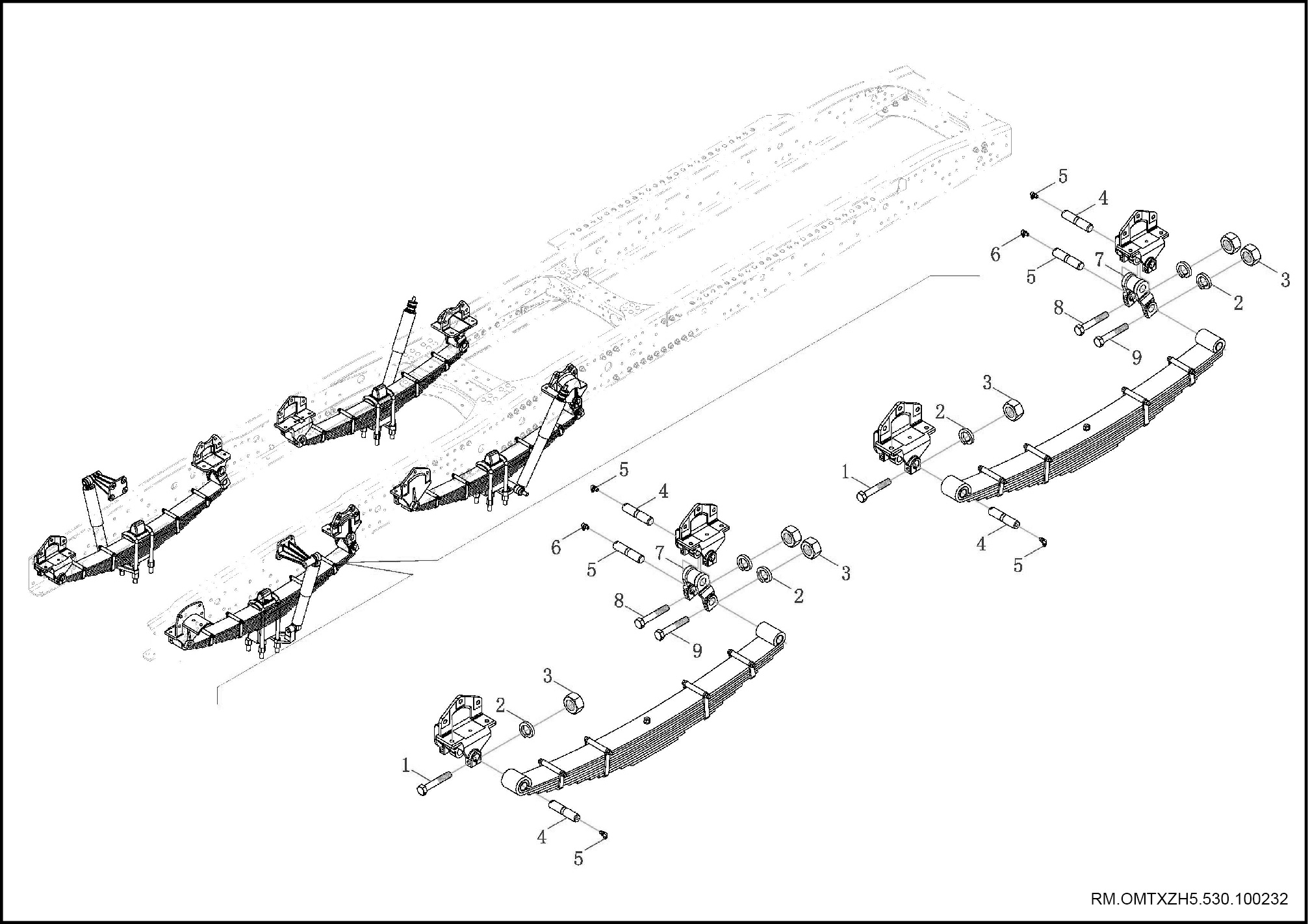
单前桥前悬架
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
双前桥前悬架
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
故障现象表
使用下表将帮助您找到故障;序号表示故障可能性的先后顺序;按此顺序检查每一部分,视需要进行更换。
|
故障现象
|
可能原因
|
措施
|
|---|---|---|
| 车身下沉 | 1.车辆(超载) | 按照车辆承载能力装入物体 |
| 2.弹簧钢板(无力) | 前悬架-前钢板弹簧 | |
| 3.减震器(磨损) | 前悬架-前减震器 | |
| 摇摆/倾斜 | 1.轮胎(磨损或充气不当) | 检测车轮气压与磨损 |
| 2.车轮(不平衡) | 车轮动平衡 | |
| 3.减震器(磨损) | 前悬架-前减震器 | |
| 4.钢板弹簧销、衬套、吊耳(磨损过量) | 前悬架-前钢板弹簧 | |
| 5.U型螺栓(松动) | 前悬架-前钢板弹簧 | |
| 6.钢板弹簧(弹力下降或刚度不一致) | 前悬架-前钢板弹簧 | |
| 减震器漏油 | 1.润滑油(过量) | 调整润滑油 |
| 2.密封件(失效或损坏) | 更换密封件 | |
| 3.减震器(失效) | 前悬架-前减震器 | |
| 悬架部分噪声 | 1.减震器(失效) | 前悬架-前减震器 |
| 2.钢板弹簧(磨损或损坏) | 前悬架-前钢板弹簧 | |
| 3.衬套(磨损或损坏) | 前悬架-前钢板弹簧 | |
| 4.减震器与钢板弹簧总成紧固螺栓、螺母(松动或损坏) | 前悬架-前减震器 | |
| 5.稳定杆衬套磨损 | 前悬架-前稳定杆 |
就车检查
|
|||||||||||||
|
|
||||||||||||
|
|||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
注意 |
|||||||||||||
|
|
||||||||||||
|
|
||||||||||||
前钢板弹簧总成
前钢板弹簧总成(单前桥)(292.02.01)
拆卸
|
|||||||||||||
|
|||||||||||||
|
|||||||||||||
|
|||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
检查
|
|||||||||||||
|
|
|
||||||||||||
安装
|
|
|||||||||
|
|
|
|||||||||
|
|
|
|||||||||
|
|
|
|||||||||
|
||||||||||
|
||||||||||
|
||||||||||
|
||||||||||
前钢板弹簧总成(双前桥)(292.02.02)
准备步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
|||||||||
|
|
分解
|
|
||||||
|
|
检查
|
|
||||||
|
|
||||||
|
|
组装
|
|
|
||||||
|
|
|
安装
|
|
|
||||||
|
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
前板簧吊耳(双前桥)(292.02.03)
准备步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
||||||
|
|
||||||
|
|
||||||
|
|
检查
|
|
||||||
|
|
||||||
|
|
安装
|
|
||||||
|
|
||||||
|
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
|
||||||
|
|
|
||||||
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
前簧前支座-带举升缸支座(双前桥)(292.02.04)
准备步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
前簧前支架(双前桥)(292.02.05)
准备步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
前簧后支架(双前桥)(292.02.06)
准备步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
|
安装
|
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
前减振器总成
前减振器总成(292.04.05)
准备步骤
|
||||
|
||||
|
||||
拆卸
|
|
||||||
|
|
检查
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
安装
|
|
||||||
|
|
||||||
|
|
|
最后步骤
|
||||
|
||||
|
||||
减振器下支架(292.04.03)
准备步骤
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
减震器上支架(292.04.04)
准备步骤
|
||||
|
||||
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
|
||||
|
||||
后悬架
后悬架总成
警告注意事项
| 1. | 禁止严重超载偏载,受力不均,否则钢板弹簧拱度减小,弹性变弱。 |
| 2. | 禁止紧急制动,尤其是满载时应提前处理情况,避免紧急制动,否则后钢板弹簧弯曲应力过大而损坏。 |
| 3. | 禁止车速过高,尤其是在不平的道路上行驶时,会使钢板弹簧变形幅度加大和变形次数增多,促使弯曲应力加大和疲劳加剧。 |
| 4. | 禁止转弯过急,急弯时车辆将产生离心力,增加外侧钢板弹簧的负荷,转变愈急负荷愈大,对其损坏也愈大。 |
| 5. | 钢板弹簧要定期维护。在拆检时每片间都应涂上石墨润滑脂,可避免钢板弹簧疲劳损坏,减轻磨损,也可防止其锈蚀。因此,要进行定期维护,以延长寿命。 |
准备事项
辅料
|
润滑油脂
|
齿轮油SAE85W/90
|
技术参数
维修数据
|
项目
|
参数
|
|
|---|---|---|
|
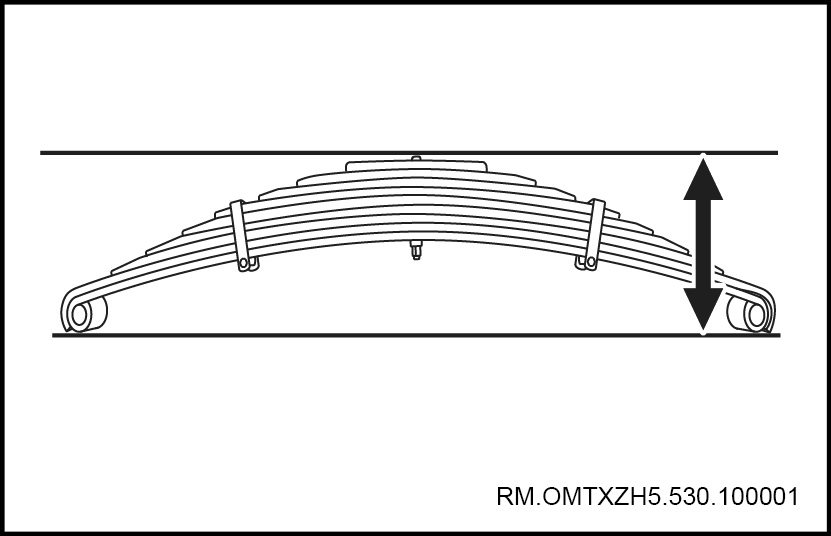
钢板弹簧自由状态浮高
|
60±6mm
|
|
|
缓冲块的缓冲间隙
|
标准值
|
145mm
|
|
极限值
|
145±12mm
|
|
|
后平衡轴板簧距
|
1040mm
|
|
|
后平衡轴总长
|
小于1352mm
|
|
扭矩要求
|
紧固件
|
N.m
|
|---|---|
|
下推力杆紧固螺栓
|
525±25
|
|
限位块紧固螺栓
|
50±5
|
|
钢板弹簧穿心螺栓
|
100±20
|
|
U型螺栓紧固螺母
|
510±20
|
|
后平衡轴紧固螺母
|
312±24
|
|
调整板连接螺栓
|
83±8
|
|
后稳定杆与后桥壳连接螺栓
|
222±22
|
|
后稳定杆U型连接板紧固螺栓
|
83±8
|
系统概述
后悬架的功用:
| 1. | 对不平整道路所造成的汽车行驶中的各种颤动、摇摆和振动等,与轮胎一起,予以吸收和减缓,从而保障乘客和货物的安全,并提高驾驶稳定性。 |
| 2. | 将路面与车轮之间的摩擦所产生的驱动力和制动力,传输至底盘和车身。 |
| 3. | 支撑车桥上的车身,并使车身与车轮之间保持适当的几何关系。它对于车辆的主要使用性能,如行驶的平顺性、操作的稳定性、车辆的通过性、燃油经济性等到均有较大的影响。 |
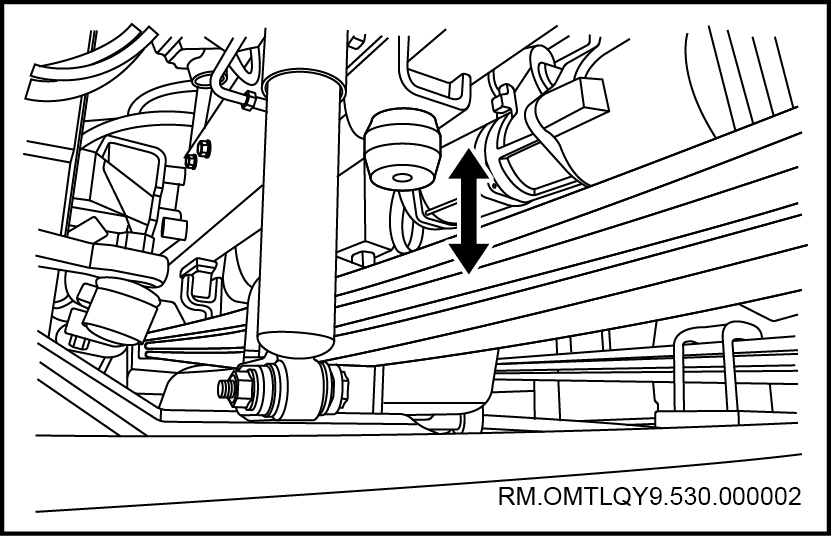
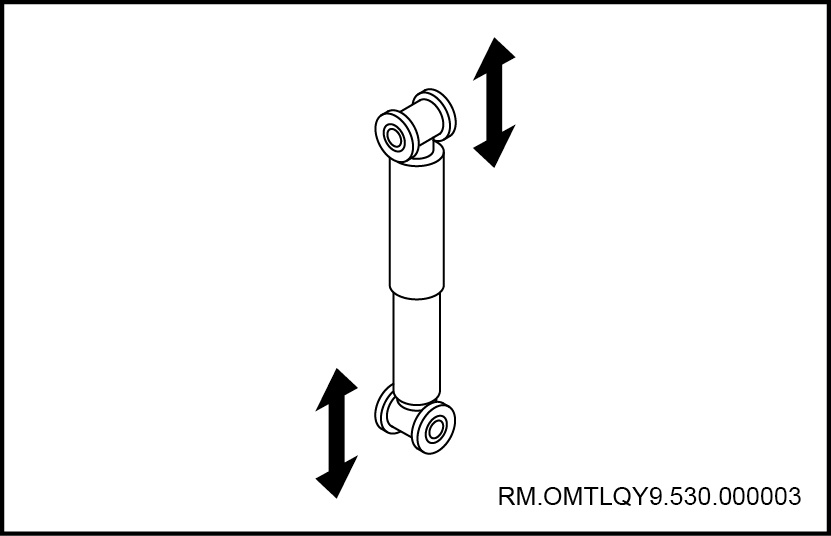
| 4. | 汽车在行驶过程中由于道路不平和车速的变化等原因,车辆会产生振动,弹簧变形量增大,这样就会缩短钢板弹簧、车身、车架等机件的使用寿命。为了衰减汽车的振动,改善车辆行驶的平顺性,加装了减振器。减振器为筒式减振器,在悬架中和钢板弹簧并联安装,以吸收钢板弹簧起落时车辆的振动,使其迅速恢复平稳的状态,以改善汽车行驶的平稳性。 |
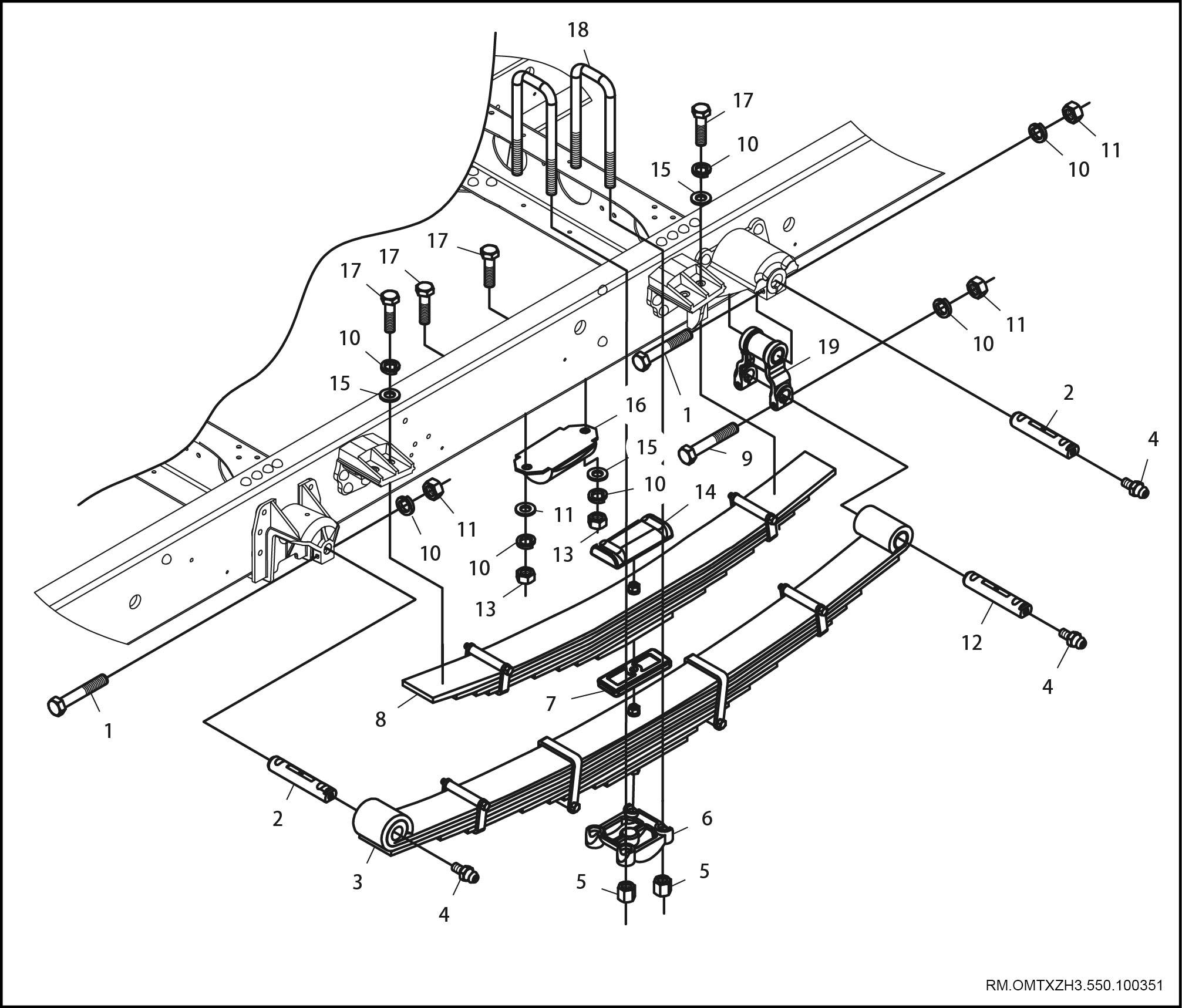
后悬架的组成:
| 5. | 由主、副两幅钢板弹簧和减振器组成。主钢板弹簧由13片钢片叠成,副钢板弹簧由8片钢片叠成,连接方法为副钢板弹簧装在主钢板弹簧上方。主、副钢板弹簧中部用盖板和U型螺栓固定在后桥壳的钢板座上。减振器通过连接销、上支架及下支架及其橡胶衬套分别与车架和后桥相连。 |
| 6. | 钢板销中心有油道,外端装有油嘴,可以加注润滑油脂以润滑销和衬套。 |
| 7. | 当汽车装载质量较大时,副钢板弹簧抵在托架下面,主、副钢板弹簧共同参加工作。这样可以使汽车在不同载荷下,保证钢板弹簧既有适当的弹性又有足够的强度。 |
| 8. | 橡胶缓冲块装在车架纵梁下翼面,以限制钢板弹簧的最大变形,且具有一定的缓冲作用。 |
部件图
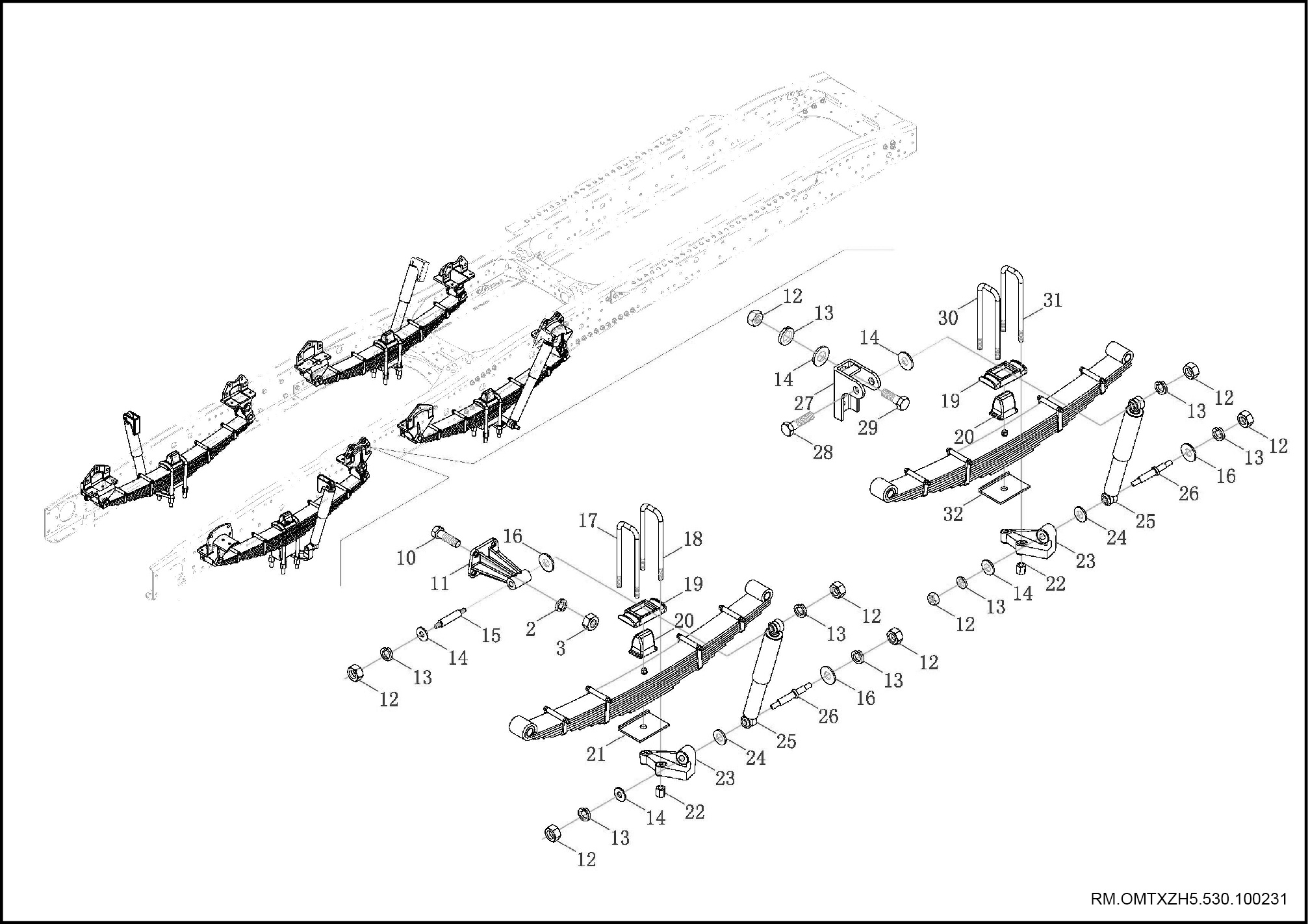
单后桥后悬架
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
故障现象表
使用下表将帮助您找到故障。序号表示故障可能性的先后顺序。按此顺序检查每一部分,视需要进行更换。
| 故障现象 | 可疑原因 | 措施 |
|---|---|---|
|
车身下沉
|
车辆(超载)
|
|
|
弹簧(无力)
|
更换后减振器
|
|
|
减振器(磨损)
|
更换后减振器
|
|
|
摆动/倾斜
|
轮胎(磨损或充气不当)
|
后轮胎与车轮重新定位
|
|
车轮(不平衡)
|
后轮胎与车轮重新定位
|
|
|
减振器(磨损)
|
更换后减振器
|
|
|
后轮摆动
|
车辆(超载)
|
|
|
弹簧(无力)
|
更换后减振器
|
|
|
减振器(磨损)
|
更换后减振器
|
|
|
车轮定位(不正确)
|
后轮胎与车轮重新定位
|
|
|
轮毂轴承(磨损)
|
后轮胎与车轮重新定位
|
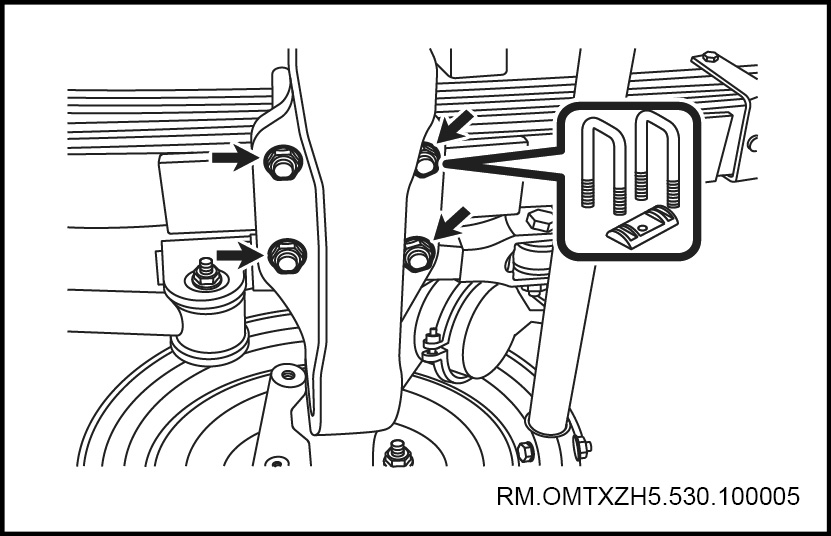
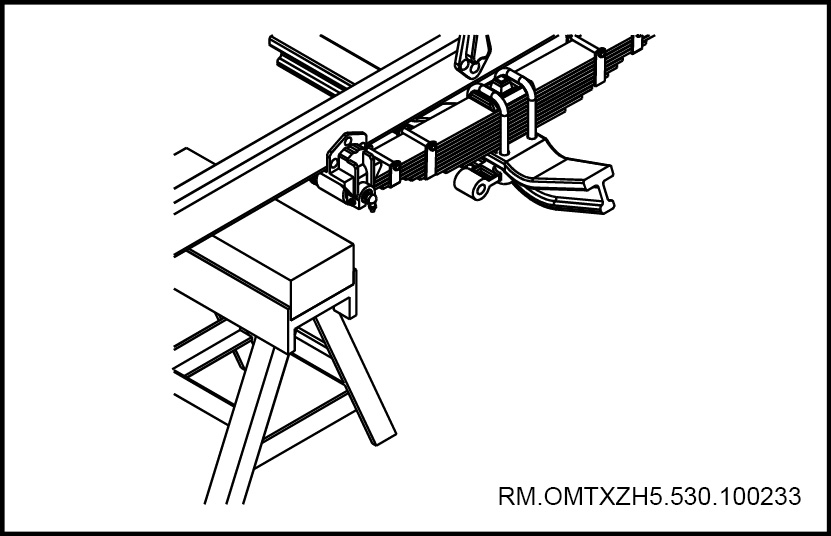
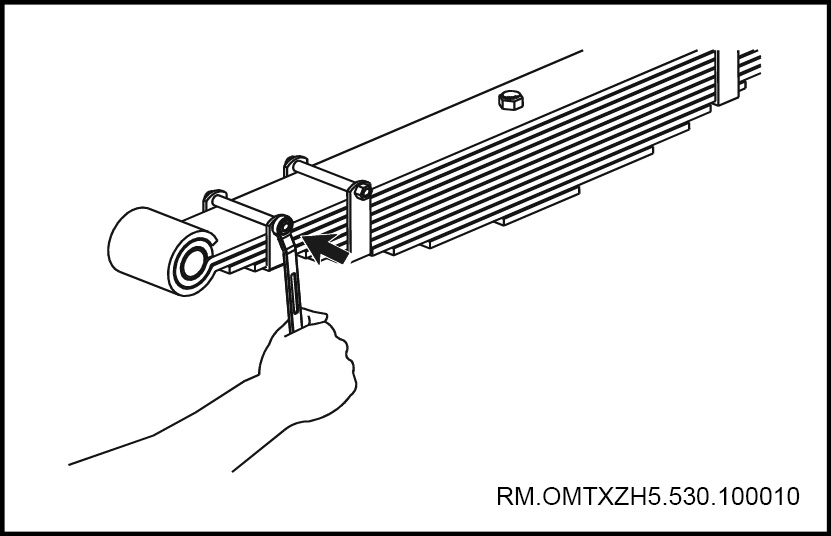
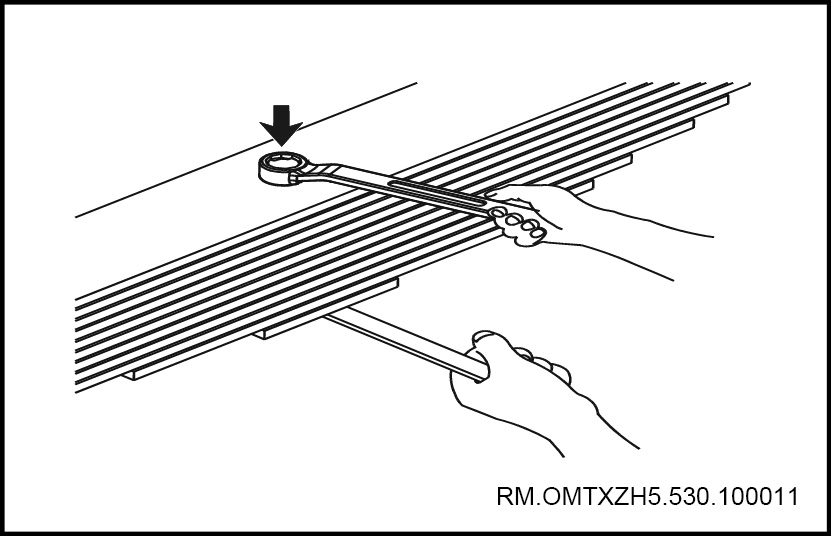
后钢板弹簧总成
后钢板弹簧总成(双后桥)(295.02.01)
拆卸
|
|||||||||||||
|
|||||||||||||
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
检查
|
|||||||
安装
|
|
|
||||||
|
|
|
||||||
|
|
|
||||||
|
|||||||
|
|||||||
U形螺栓(单后桥)(295.02.02)
准备步骤
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
盖板(单后桥)(295.02.03)
准备步骤
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
副钢板弹簧总成(单后桥)(295.02.04)
准备步骤
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
副钢板弹簧底板(单后桥)(295.02.05)
准备步骤
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
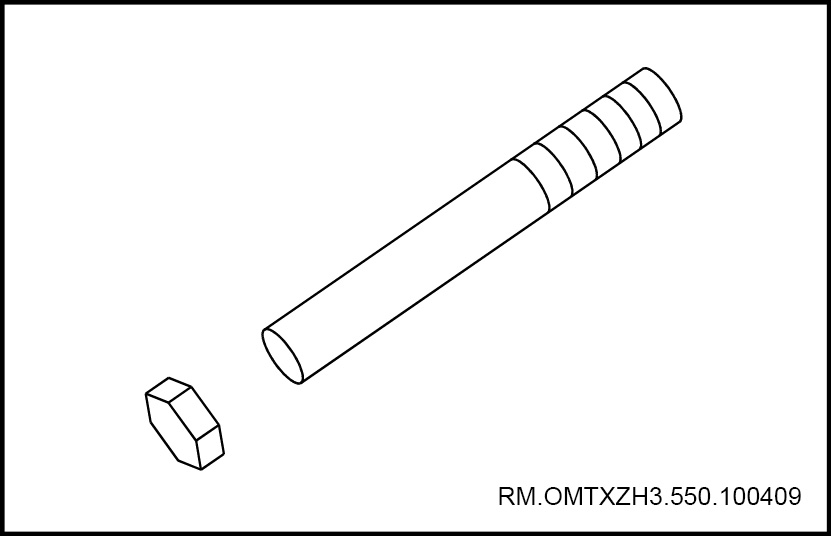
后钢板弹簧销1(单后桥)(295.02.06)
准备步骤
|
||||
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
|
||||
后钢板弹簧销2(单后桥)(295.02.07)
准备步骤
|
||||
拆卸
|
|
安装
|
|
|
最后步骤
|
||||
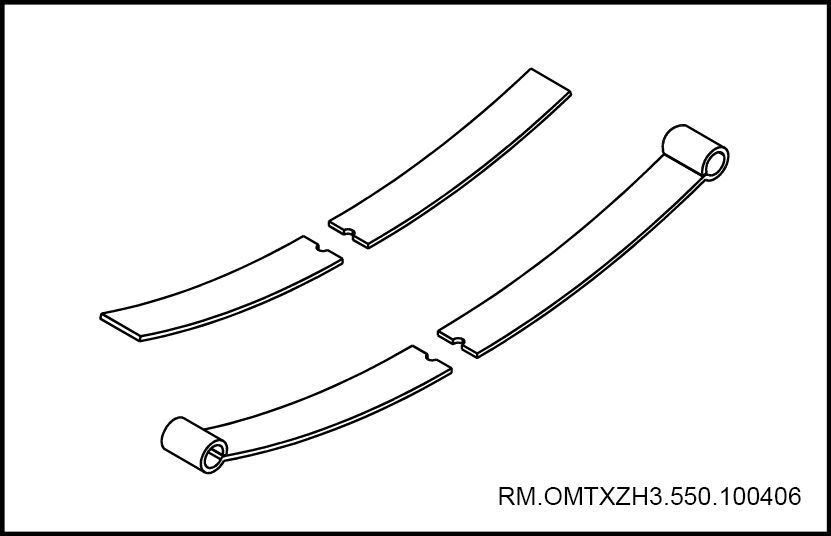
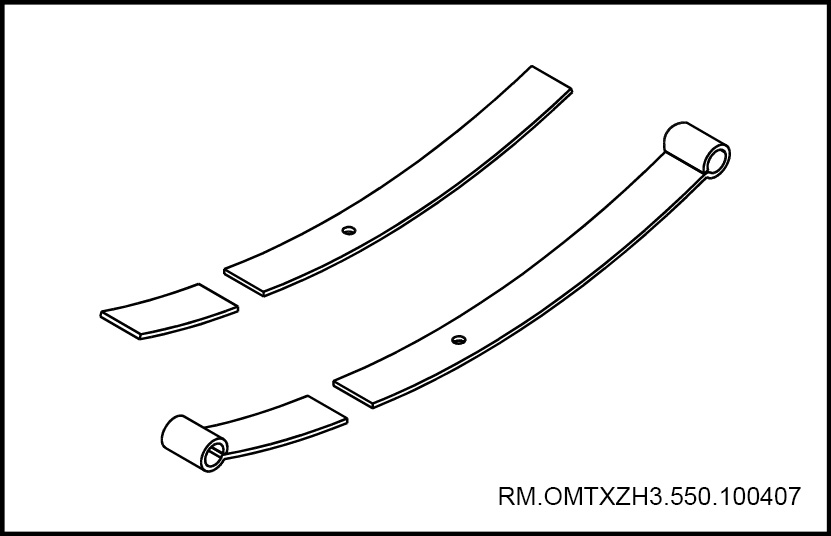
后主钢板弹簧总成(单后桥)(295.02.08)
准备步骤
|
||||
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
分解
|
|
||||||
|
|
||||||
|
|
检查
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
组装
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
安装
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
|
||||||
|
|
|
||||||
|
|
||||||
|
|
|
||||||
|
|
||||||
|
|
|
||||||
|
|
|
||||||
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
|
||||
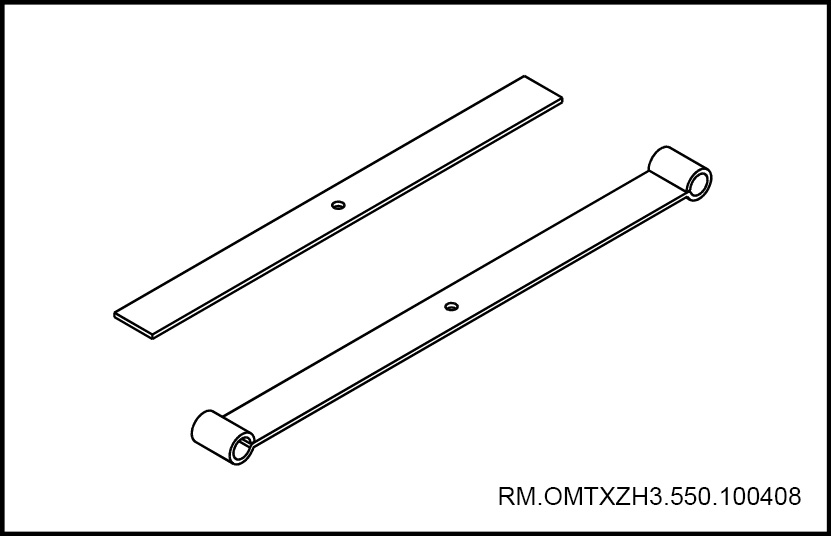
吊耳带套总成(单后桥)(295.02.09)
准备步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
拆卸
|
|
||||||
|
|
||||||
|
|
||||||
|
|
检查
|
|
||||||
|
|
安装
|
|
||||||
|
|
|
||||||
|
|
||||||
|
|
|
||||||
|
|
|
||||||
|
|
最后步骤
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
平衡轴总成
平衡轴总成(双后桥)(295.05.01)
拆卸
|
|||||||||||||
|
|||||||||||||
|
|||||||||||||
|
|||||||||||||
|
|
||||||||||||
|
|
||||||||||||
|
|
||||||||||||
检查
|
|||||||||||||
安装
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|
|
||||||||||||
|
|||||||||||||
|
|||||||||||||
|
|||||||||||||
|
|||||||||||||
后横向拉杆(双后桥)(295.07.01)
拆卸
|
|
|||||||||
|
|
检查
|
|||||||||||||
安装
|
|
|
||||||
|
|
|
车轮及轮胎
车轮总成
注意事项
| 1. | 拆装轮胎要用专用工具,不允许用大锤敲击或用其他尖锐的工具拆装。 |
| 2. | 同一轴上,不允许不同规格、不同层级、不同花纹、不同气压、不同负荷的轮胎混装使用。 |
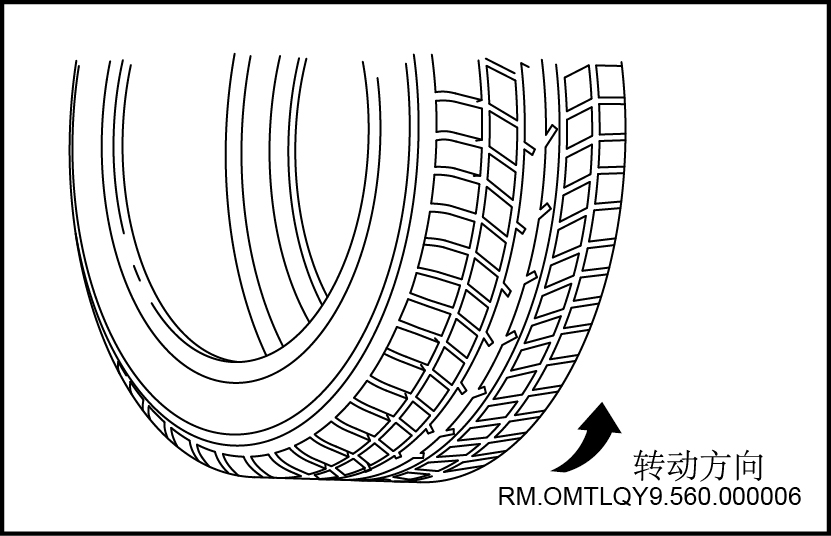
| 3. | 安装有向花纹轮胎,应注意滚动方向的标记。 |
| 4. | 双胎并装时,应注意将两轮通风洞对准,两气门嘴应互隔180°,并与制动毂上的蹄毂间隙检视孔呈90°角。 |
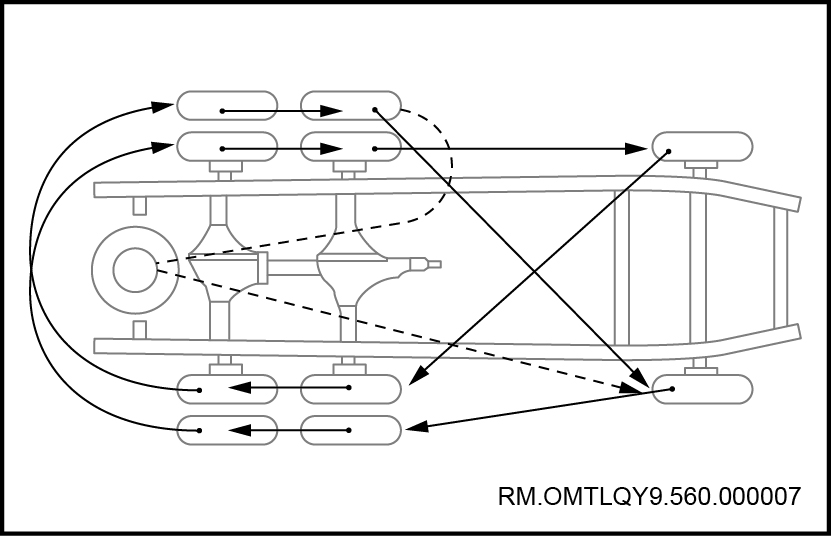
| 5. | 每行驶5000~6000Km须进行一次轮胎换位,促使各轮胎磨损均匀。 |
| 6. | 轮胎换位后,应按所换的胎位要求,重新调整气压。 |
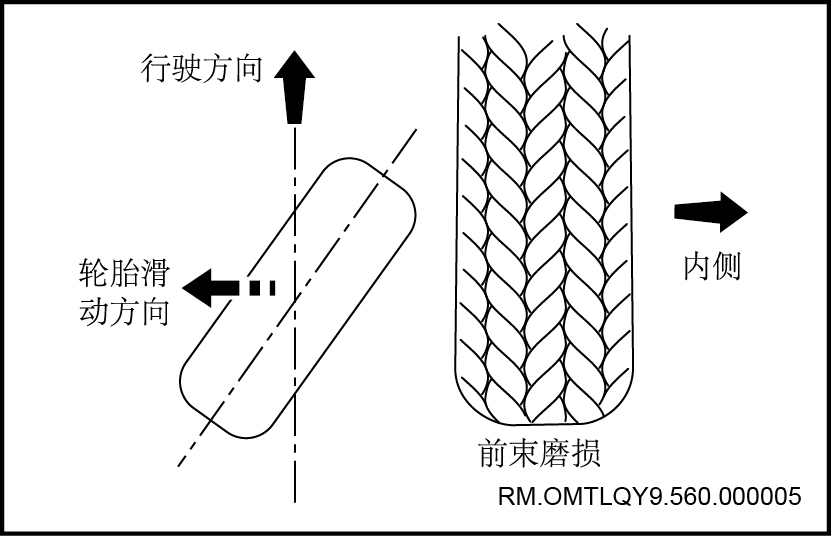
| 7. | 定期检查调整前轮前束值,避免不必要的行驶阻力与油耗增加,甚至加速轮胎磨损。 |
| 8. | 轮胎气压充气注意事项:
|
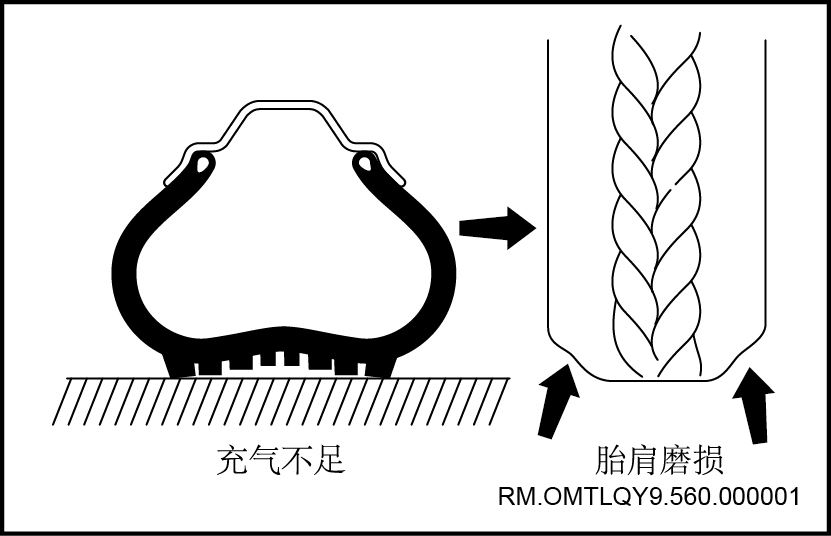
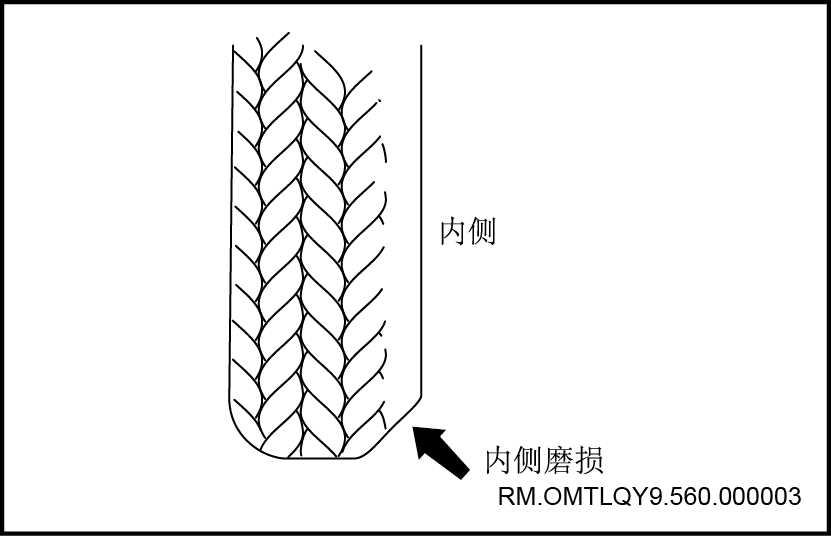
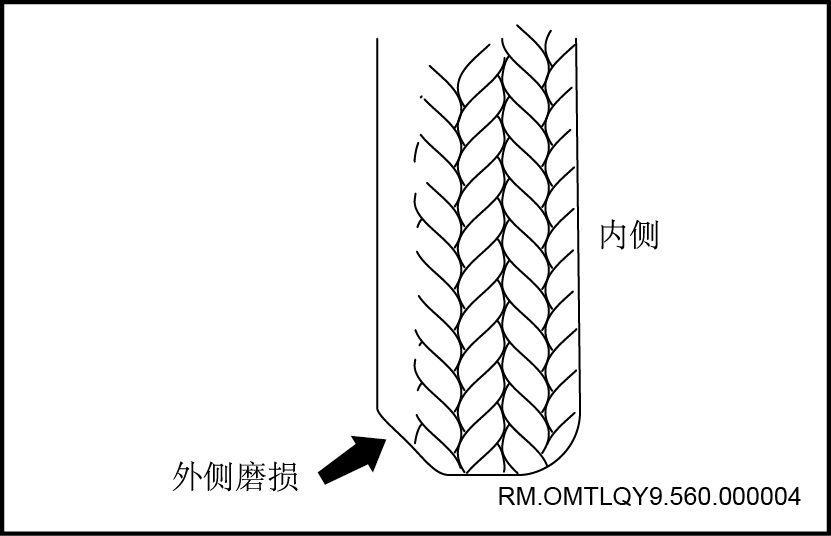
| 9. | 气压不宜长期处于不足状态 |
气压长期处于不足会导致轮胎胎侧变形加剧,生热增加,极大的降低轮胎寿命,并会带来以下问题以及安全隐患:
| a. | 胎肩位置过度磨损。 |
| b. | 增大轮胎发生撞击起鼓的可能。 |
| c. | 轮胎各部件间粘合力下降导致脱层。 |
| d. | 气压严重不足导致胎侧碾压损坏。 |
| e. | 轮胎跳动过大,造成胎圈部与轮辋间的异常磨损,损伤轮辋。 |
| f. | 滚动阻力增加,油耗升高。 |
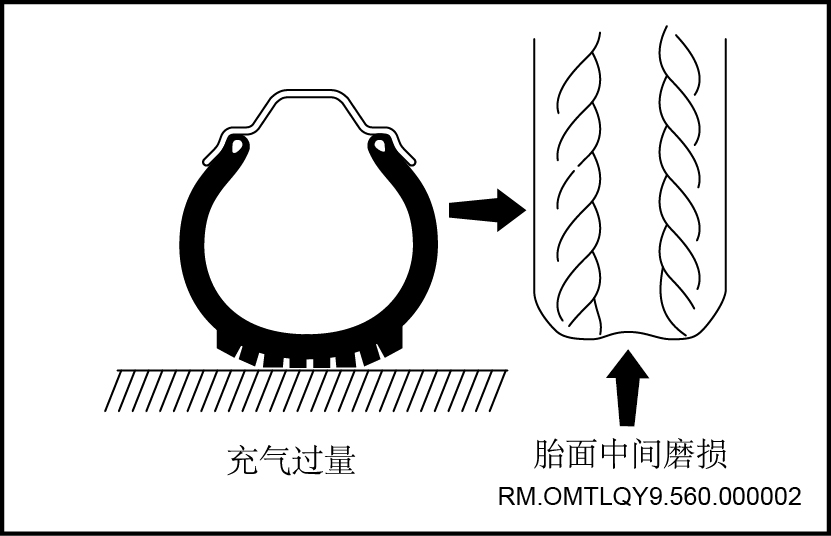
| 10. | 气压不宜长期处于过足 |
气压过足会导致轮胎胎面接地面积减小,胎体刚性增加,缓冲性降低,并会带来以下问题以及安全隐患:
| a. | 胎面中央位置过度磨损。 |
| b. | 增大轮胎受外力冲击时破裂甚至爆胎的危险。 |
| c. | 接地面积减小导致操控性下降,易发生甩尾、滑行等危险。 |
| d. | 乘车舒适感下降。 |
| e. | 行驶平顺性差,长期气压过足行驶,易对车辆底盘造成伤害。 |
| 11. | 使用斜交线轮胎时,汽车的最高速度不能超过90km/h。 |
系统概述
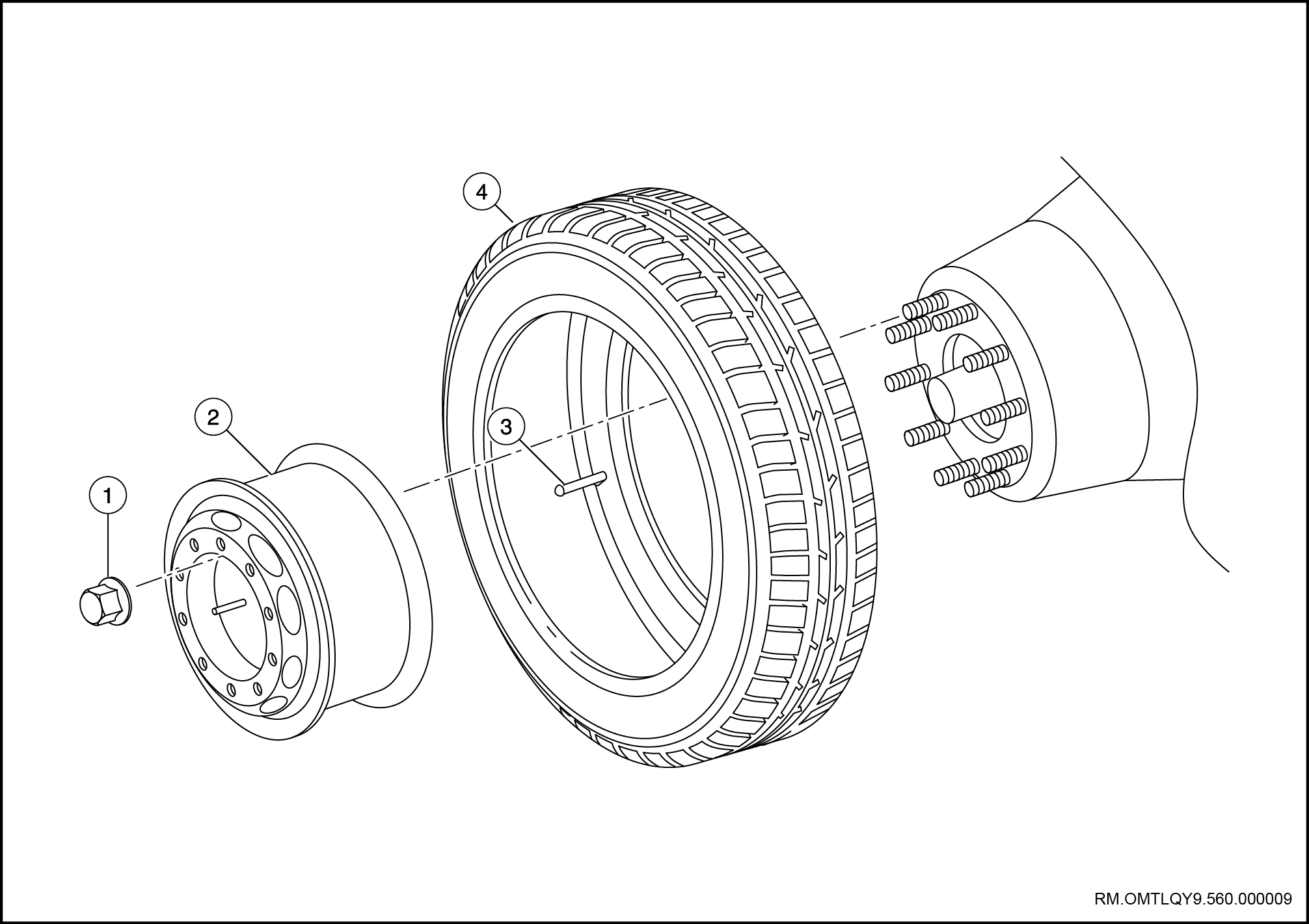
轮胎组件由轮胎、车轮、轮胎螺母、螺母护罩、气嘴延伸管及护帽等组成。轮胎与路面接触的部分,通过磨擦使汽车具有驱动、制动等性能,应具有良好的耐磨、耐刺扎、抗冲击、散热等性能。轮胎中的帘布层,轮胎的主要受力部件,耐冲击并且行驶中应具有良好的耐屈挠性。胎面与胎体之间的钢丝帘布,保护胎体,抑制胎面变形,维持胎面的接地面,提高耐磨性及行驶稳定性。带束层上方的特殊帘布层,轮胎行驶中,抑制带束层移动,防止高速行驶时带束层的脱离,保持高速状态下轮胎尺寸的稳定性。挂胶钢丝按一定的形状(四角或六角形状)缠绕而成,起到将轮胎装上轮辋固定轮胎的作用。轮胎中钢丝圈上面的填充材料,防止胎圈分散,减缓胎圈冲击,保护胎圈,防止成型时空气进入。
故障现象表
使用下表将帮助您找到故障。序号表示故障可能性的先后顺序。按此顺序检查每一部分,视需要进行更换。
|
故障现象
|
可疑部位
|
措施
|
|
轮胎异常磨损
|
1.前束(不符合规定)
|
前桥-前桥总成,检测调整
|
|
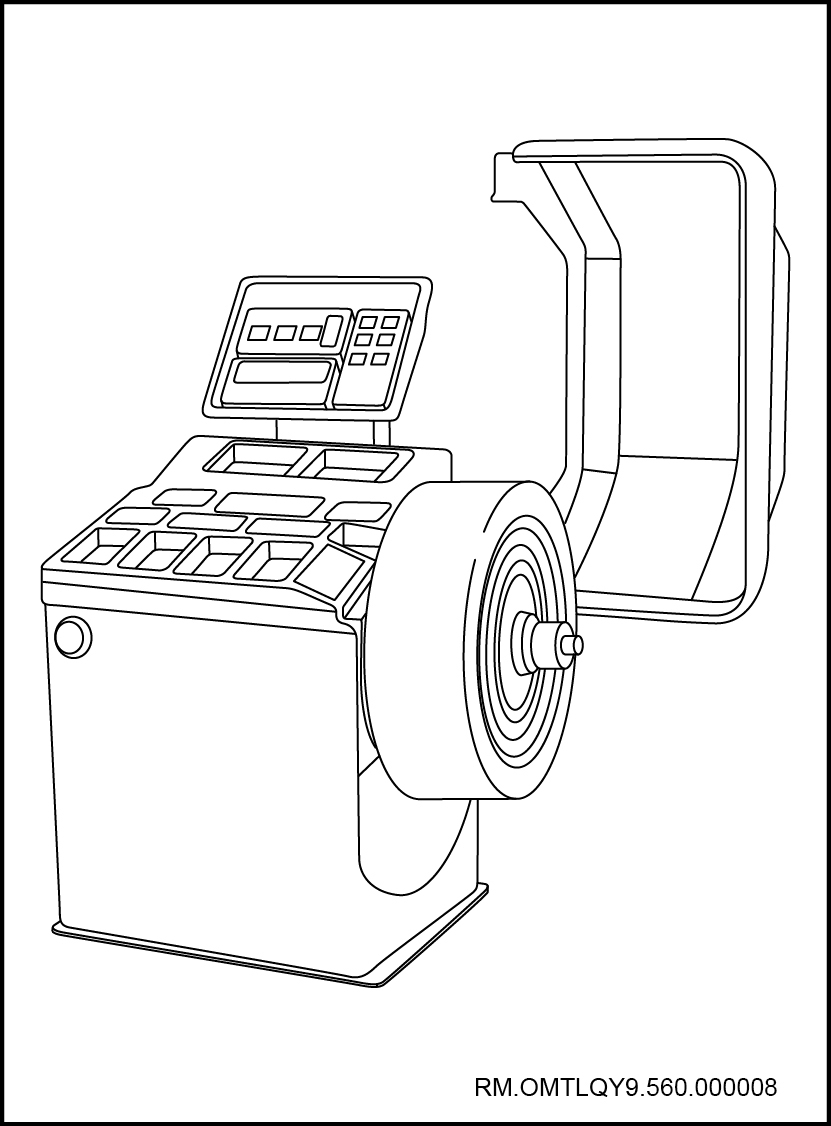
2.轮胎(气压不符合规定)
|
车轮与轮胎-车轮与轮胎总成,检测调整
|
|
|
3.车轮(不平衡)
|
车轮与轮胎-车轮与轮胎总成,检测调整
|
|
|
4.前轴(变形)
|
前桥-前轴,检修
|
|
|
5.转向节(变形)(磨损)
|
前桥-转向节,检修
|
|
|
前轮摇摆或抖动
|
1.前轮(气压不相同)
|
车轮与轮胎-车轮与轮胎总成,检测调整
|
|
2.车轮(不平衡)
|
车轮与轮胎-车轮与轮胎总成,检测调整
|
|
|
3.减振器(失效)
|
前悬架-前减震器,检修
|
|
|
4.转向机构(磨损严重)
|
动力转向机构-转向器总成,检修
动力转向机构-转向直拉杆总成,更换
|
|
|
前轮侧滑
|
1.轮胎前束(不符合规定)
|
前桥-前桥总成,检测调整
|
|
2.轮胎(气压不符合规定)
|
车轮与轮胎-车轮与轮胎总成,检测调整
|
|
|
行驶中乘坐舒适度差
|
1.轮胎(气压过高)
|
车轮与轮胎-车轮与轮胎总成,检测调整
|
|
2.减振器(失效)
|
前悬架-前减震器,检修
|
|
|
3.钢板弹簧(失效)
|
前悬架-前钢板弹簧,检修
后悬架-后钢板弹簧,检修
|
|
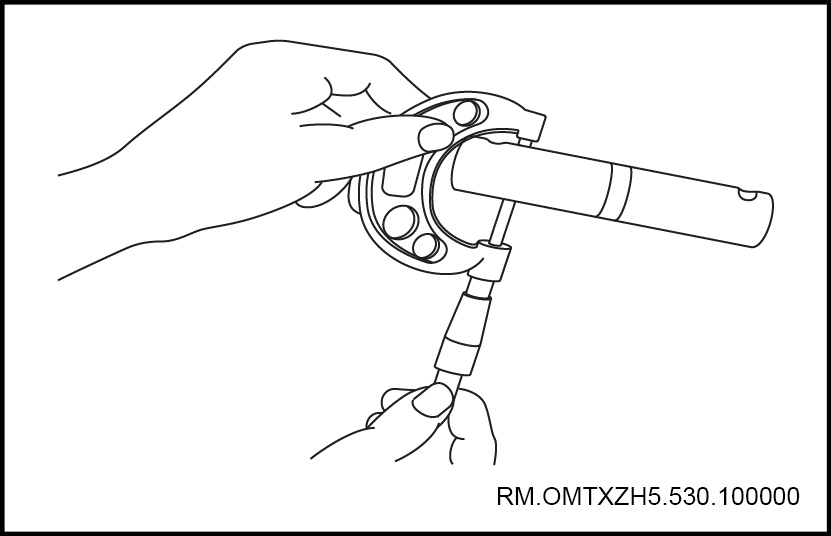
就车检查
| 1. | 检查轮胎花纹深度 |
深度:≥2mm
提示:
若轮胎花纹深度超过极限范围,则应更换新的轮胎;务必左右侧成对更换。
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
||||||
|
|
| 轮胎规格 | 充气压力 |
|---|---|
| 12.00R20 | 830kpa |
注意| 3. | 检查胎冠、胎肩、胎侧 |
注意| 4. | 检查气门嘴 |
注意| 5. | 检查轮辋,挡圈 |
注意| 6. | 检查轮胎螺栓 |
注意前轮扭矩:575±25N.m
后轮扭矩:575±25N.m
|
|
||||||||||||||||||||||||||||||||||||
|
|
前轮与轮胎
前车轮(311.02.01)
部件图
|
|
拆卸
|
||||||||||
|
|
|||||||||
|
|
|||||||||
检查
|
||||||||||||||||
安装
|
|
|
||||||
|
|
提示:
右前轮轮胎与左前轮轮胎对称。
|
||||||
|
|||||||
后轮与轮胎
后车轮(311.03.01)
部件图
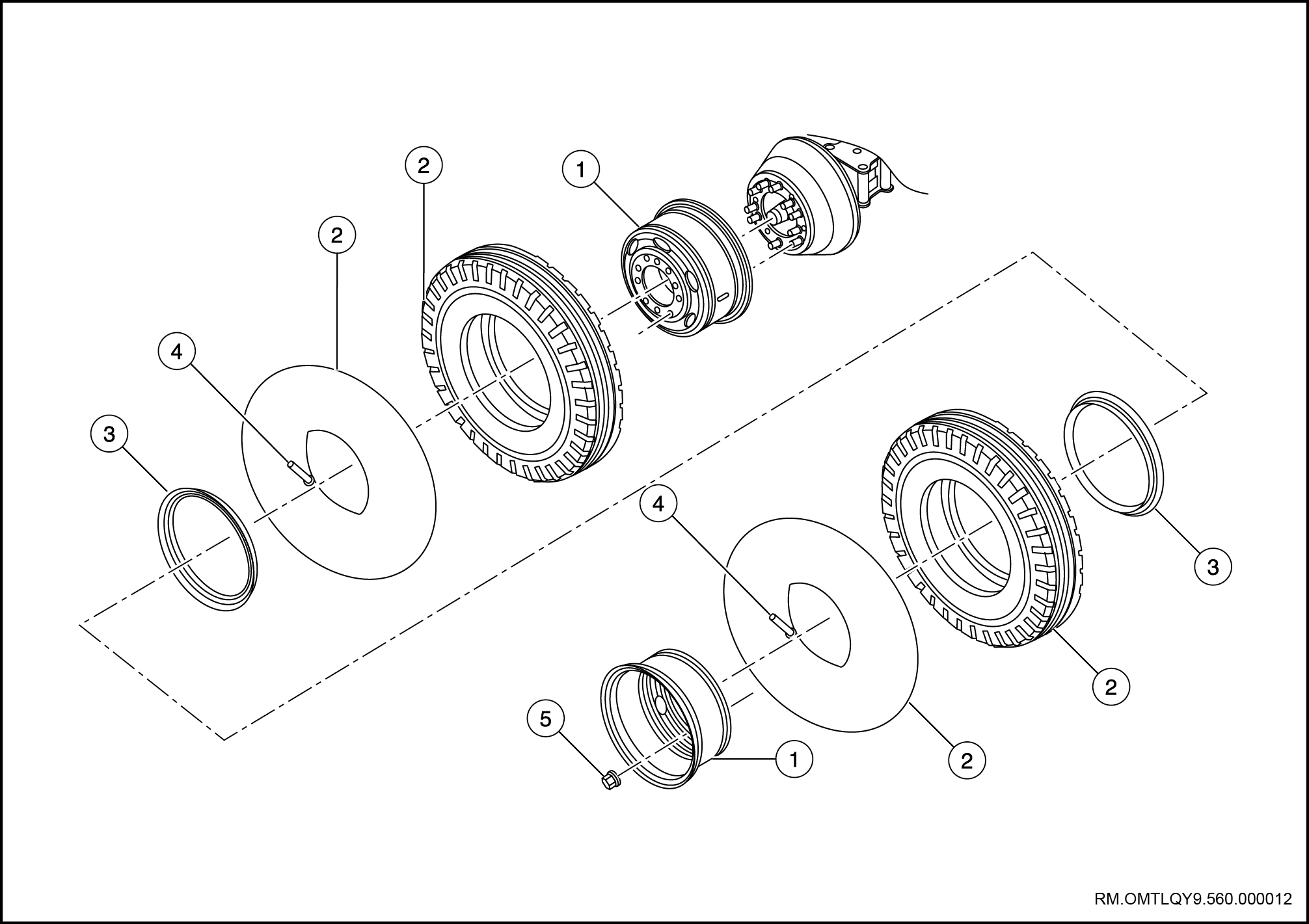
|
|
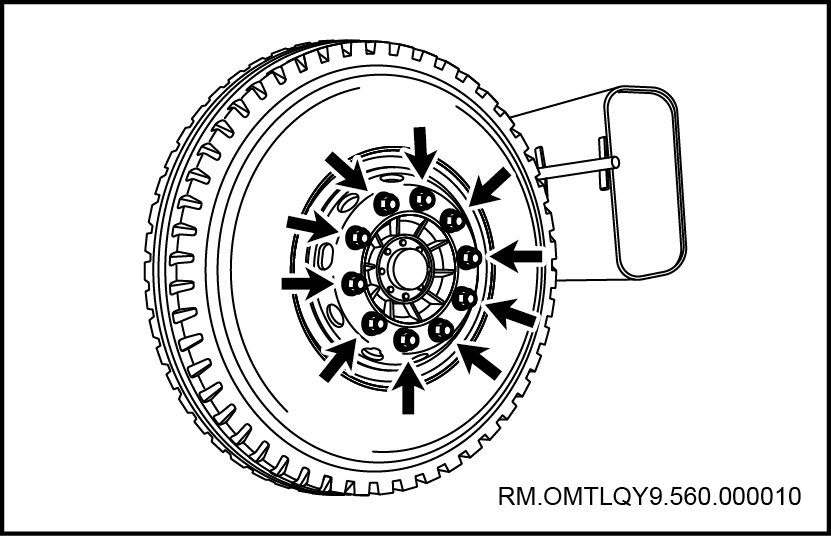
拆卸
|
|||||||
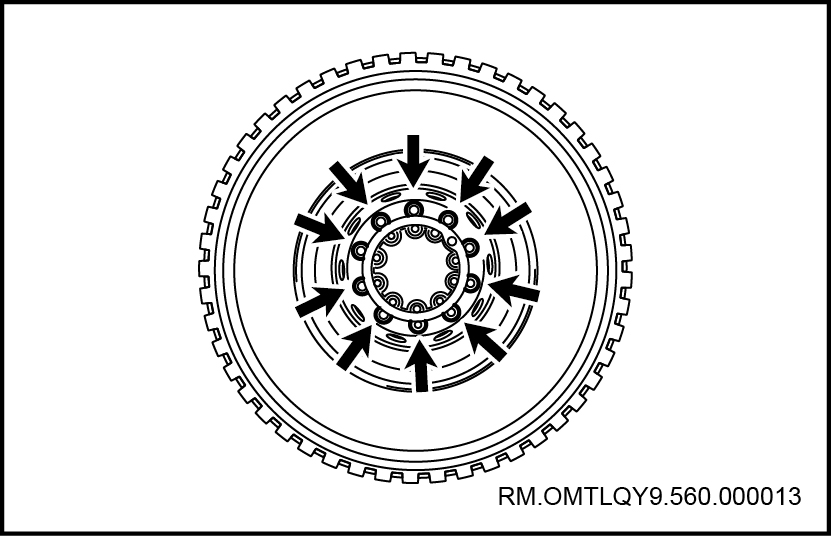
|
|
||||||
|
|
||||||
检查
| 3. | 检查后车轮
|
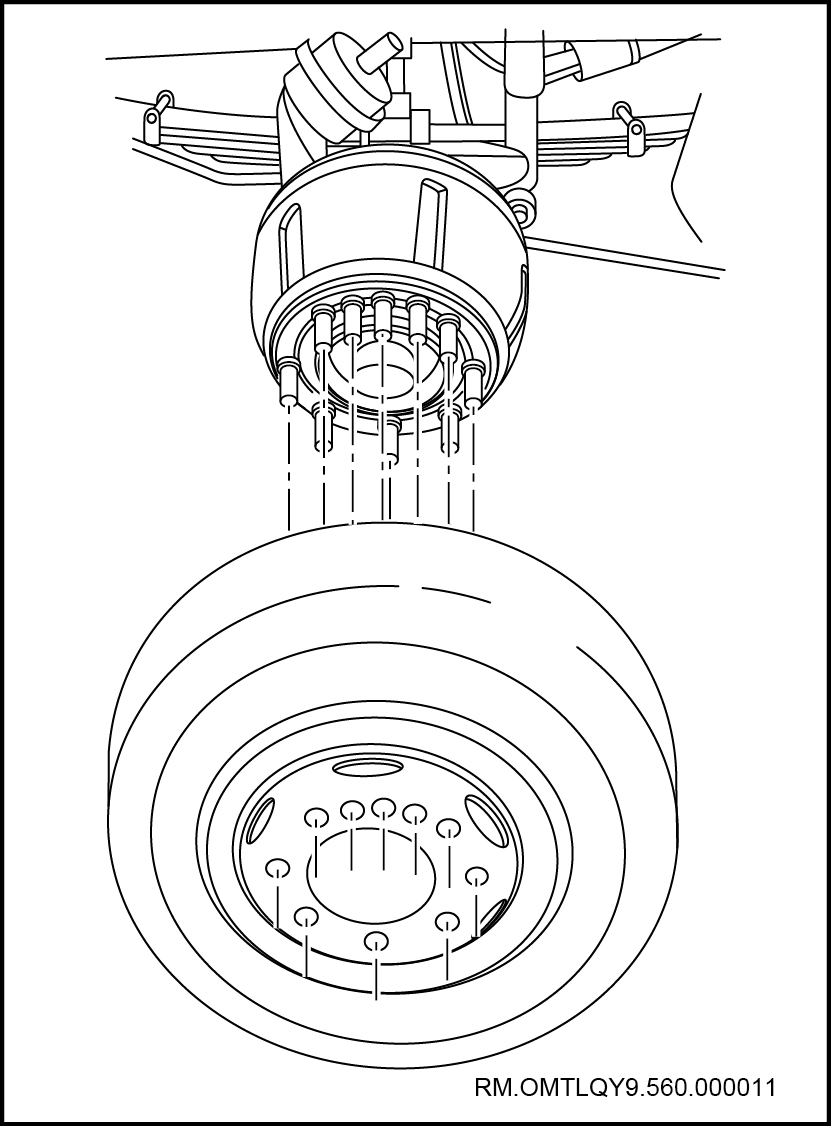
安装
|
|
|
||||||
|
|
提示:
右后车轮与左后车轮对称
|
||||||
|
|||||||
备胎及安装机构
备胎(311.05.01)
拆卸
|
||||||||||||||||||||||
检查
| 3. | 检查备胎支架
|
安装
|
||||||||||||||||||||||
支撑连接装置
支撑连接装置
注意事项
|
|||||||||||||
|
|
||||||||||||
|
|||||||||||||
系统概述
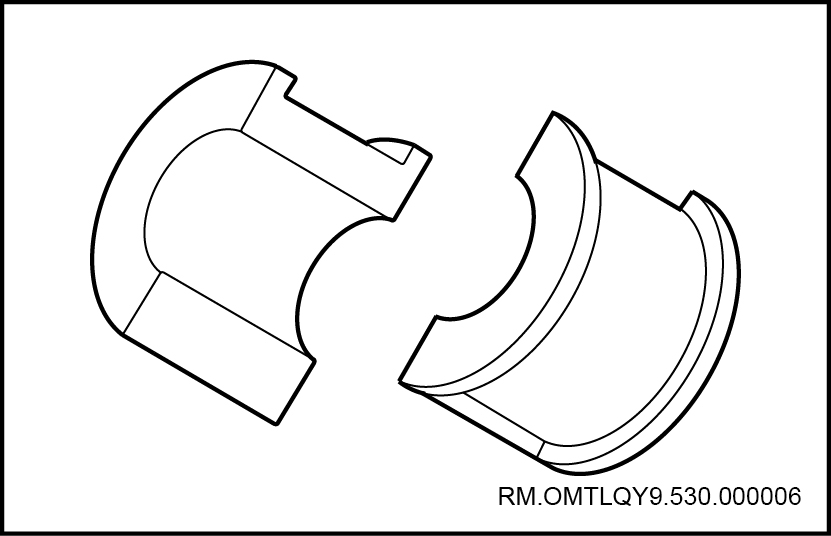
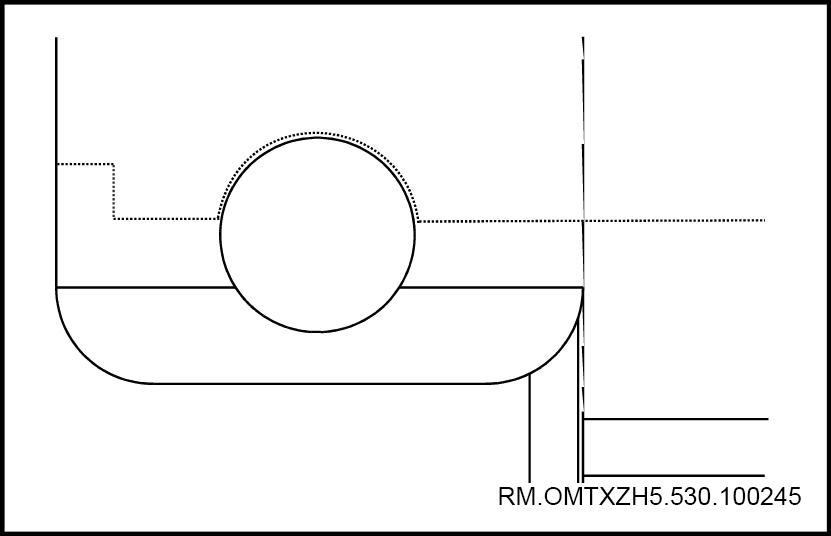
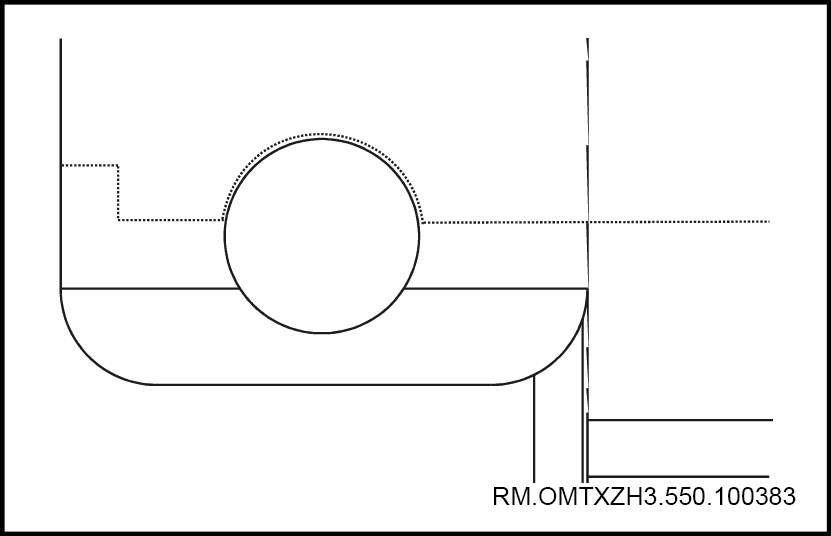
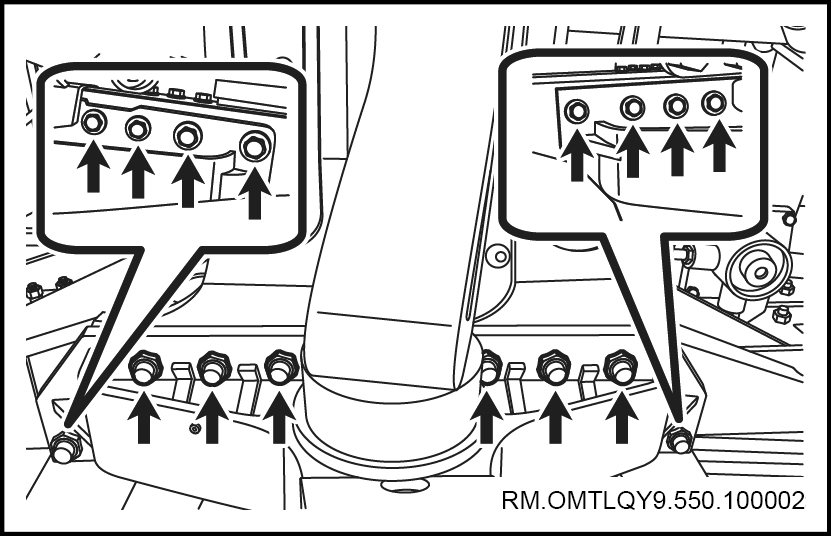
汽车牵引鞍座是一种载货牵引汽车用来牵拉挂车的牵拉件,主要由座盖板、鞍座底座、锁紧机构组成。牵引鞍座上应有12个直径为17mm的安装孔,其相对位置尺寸如图所示。也可根据需要,将孔加工成长轴线与牵引车纵轴线相垂直的长孔(尺寸见图)。
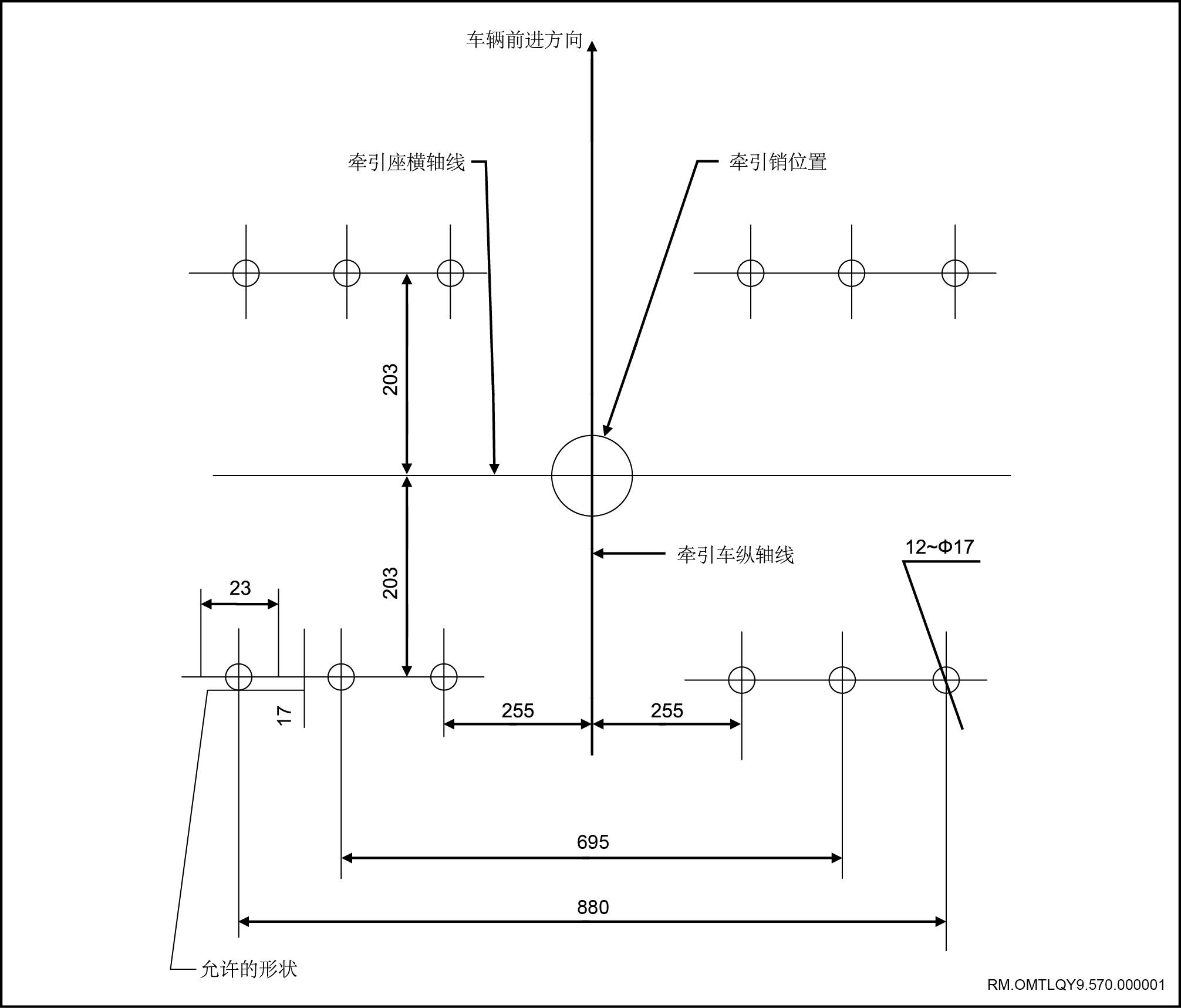
安装孔相对位置尺寸图
|
|
|
欧曼挂车使用90号牵引销的牵引鞍座,有12个M16的螺栓可靠地紧固在牵引鞍座安装底座上。牵引鞍座安装底座可以是车架、副车架或安装托板。
|
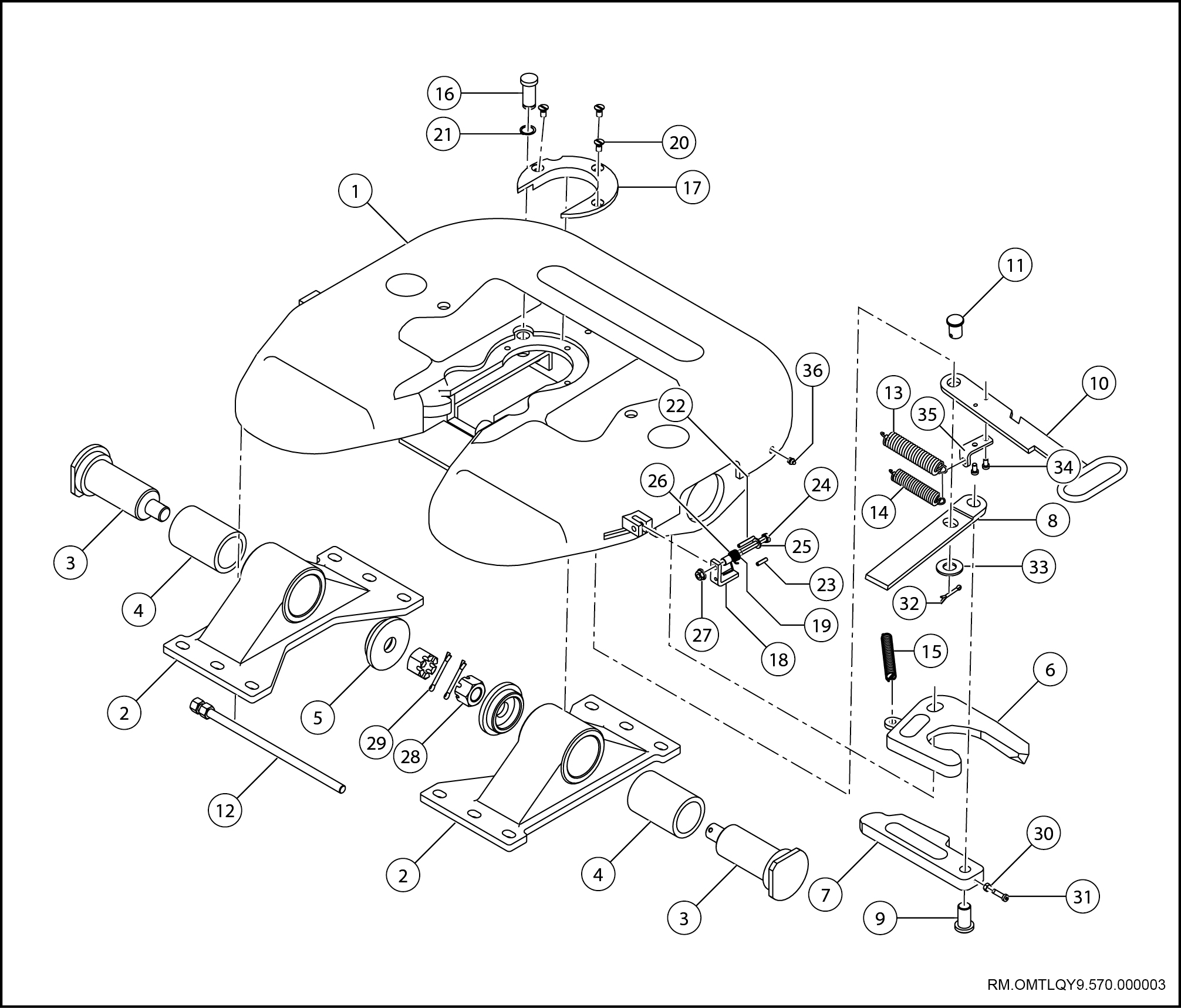
部件图
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
故障现象表
|
故障现象
|
原因分析
|
措施
|
|---|---|---|
|
拉手拉不出来
|
1由于牵引销的制造公差及安装垂直度的原因。
|
修整牵引销及调整其装配位置。
|
|
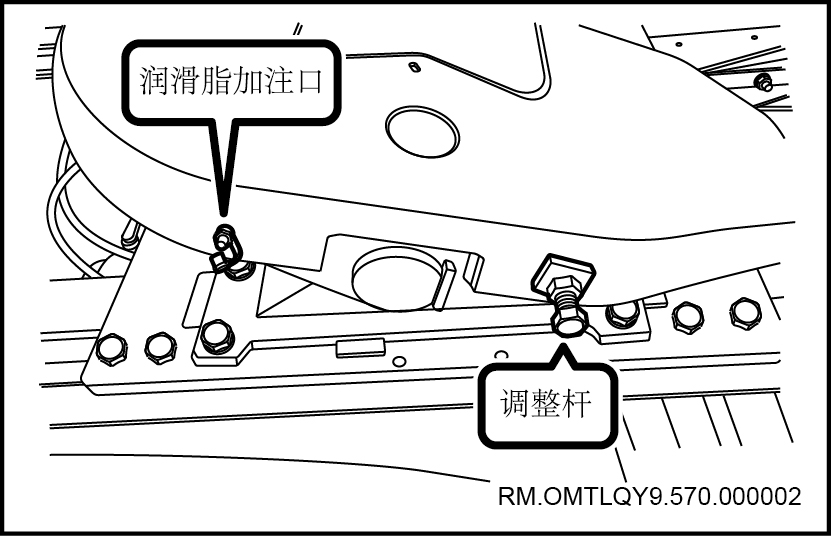
2.由于调整牵引座间隙的调整杆未顶到模块的头部,车辆运行时,模块在回位弹簧的作用下,越来越紧。
|
适当向内旋调整杆,至拉手稍微向外运动时,即可拉出。注意不可调太多,否则拉杆不能左右摆动,不能解除拉杆锁定状态,同样不能拉出。
|
|
|
表面异常磨损
|
1.牵引销安装板前部未倒角,车辆在对接时,牵引板的边缘会像刀口一样从牵引座上划过,造成局部损坏,在使用过程中会加剧磨损。
|
去除油污,将两配合面进行打磨或更换挂车滑板。
|
|
2.牵引销安装板长度太短,辆转弯时,牵引座超过安装板,或者牵引车单独行驶时,砂石沾在润滑脂上造成磨损。
|
车适当向内旋调整杆,至拉于稍微向外运动时,即可拉出。注意不可调太多,否则拉杆不能左右摆动,不能解除拉杆锁定状态,同样不能拉出。
|
|
|
3.保养不及时,缺少润滑脂导致磨损。
|
适当向内旋调整杆,至拉手稍微向外运动时,即可拉出。注意不可调太多,否则拉杆不能左右摆动,不能解除拉杆锁定状态,同样不能拉出。
|
|
|
4.牵引座与牵引销安装板之间的清洁度不好(如砂石金属颗粒等异物),均有可能造成磨损。
|
适当向内旋调整杆,至拉手稍、微向外运动时,即可拉出。注意不可调太多,否则拉杆不能左右摆动,不能解除拉杆锁定状态,同样不能拉出。
|
|
|
牵引座前后方向不能摆动或两边高度不一致
|
1.支座内胶套磨损。
|
更换胶套。
|
|
支座断裂
|
1.铸件质量问题。
|
更换支座。
|
|
2.牵引座安装不规范,长期超载。
|
在支座受力部位增加支撑。
|
|
|
3.支座中间部位缺少支撑筋。
|
在连接板对应位置增设支撑筋。
|
|
|
牵引钩断裂
|
1断口有老伤,系微裂纹逐步扩展,属锻造质量问题。
|
更换牵引钩。
|
|
2.断口无老伤,且牵引钩断口内侧有膨胀、撞击痕迹,为对接不当,属使用问题。
|
更换牵引钩。
|
|
|
牵引座起步、停车时空旷(牵引座与牵引销配合间隙过大)
|
1.牵引钩、易损环磨损。
|
更换牵引钩,易损环。
|
|
2.牵引销磨损。
|
将调整杆向外松,至无松动为止,如无效果,检查各易损件是否在允许范围,如超出应更换相应配件。
|
|
|
3.牵引销螺栓松动。
|
更换牵引销螺栓,按规定扭矩上紧。
|
|
|
4.支座固定螺栓松动。
|
紧固安装螺栓并装前后限位块。
|
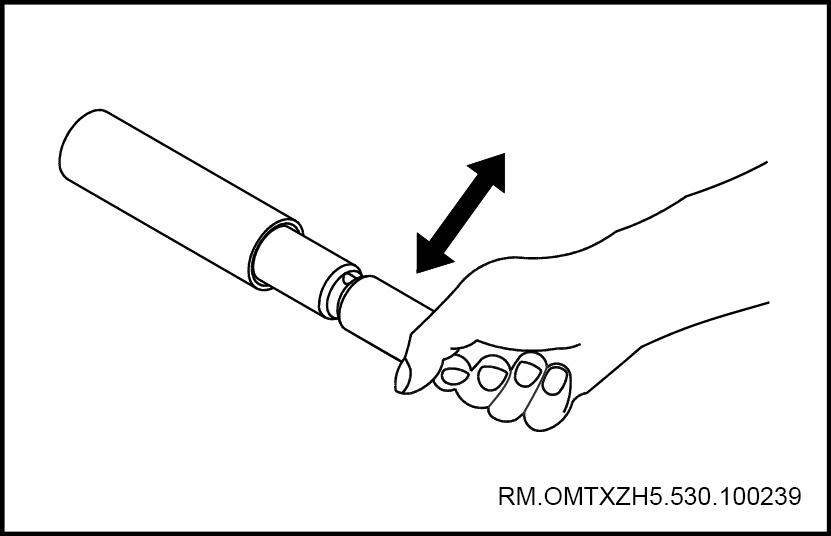
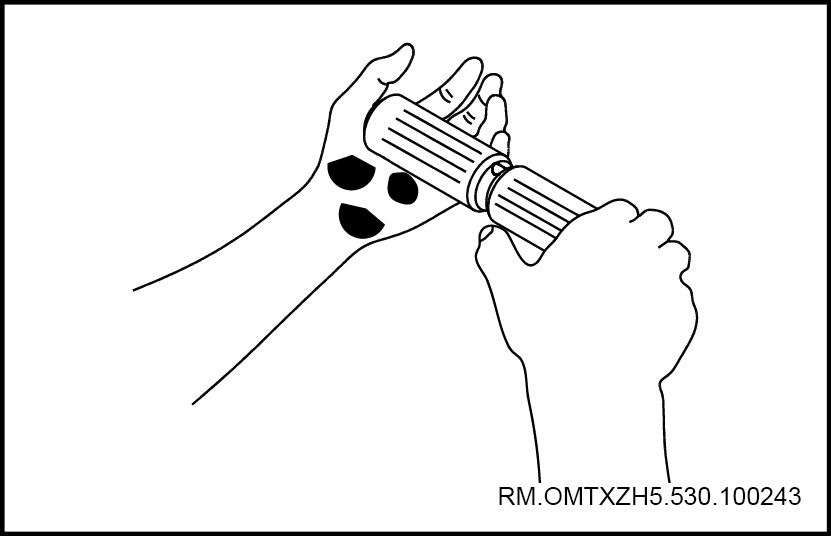
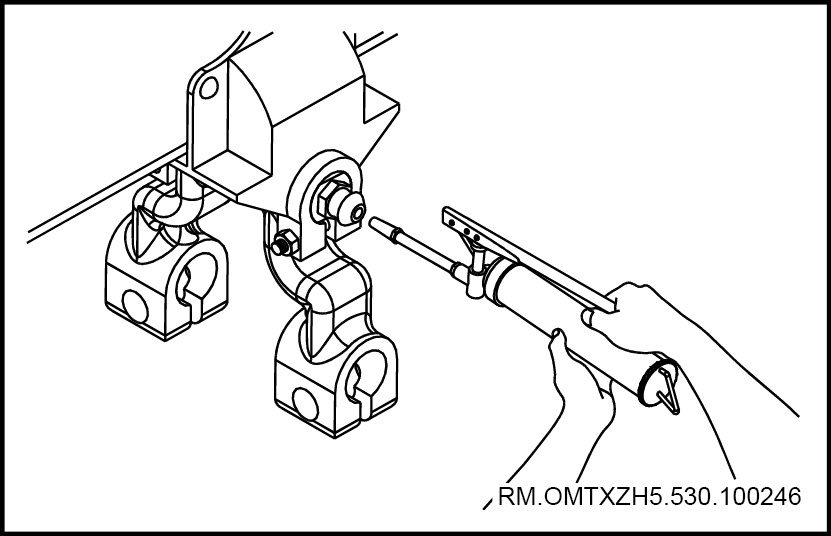
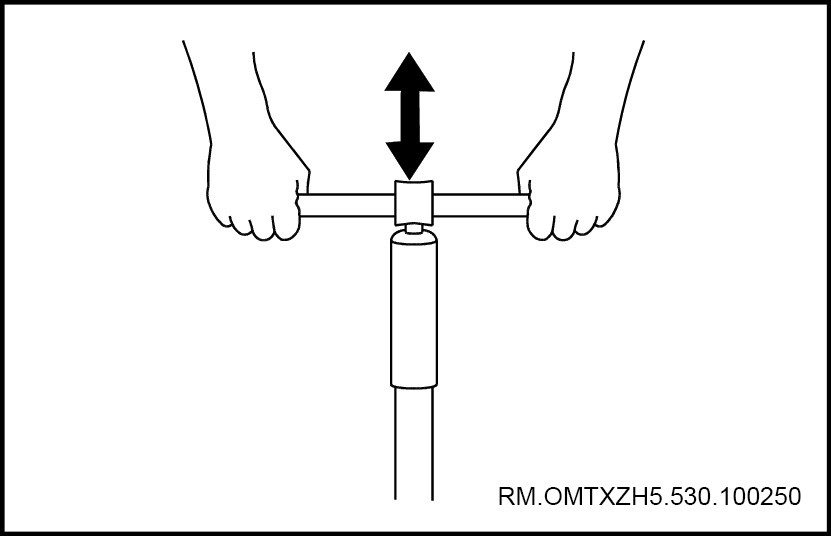
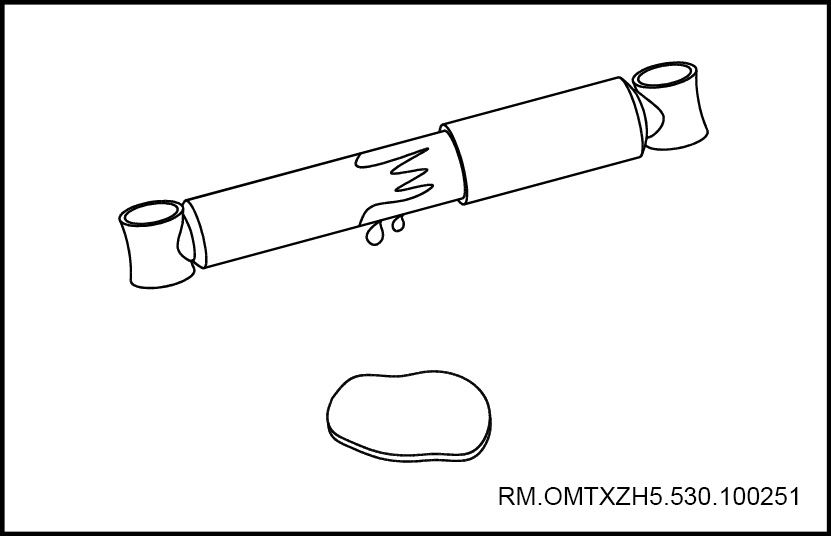
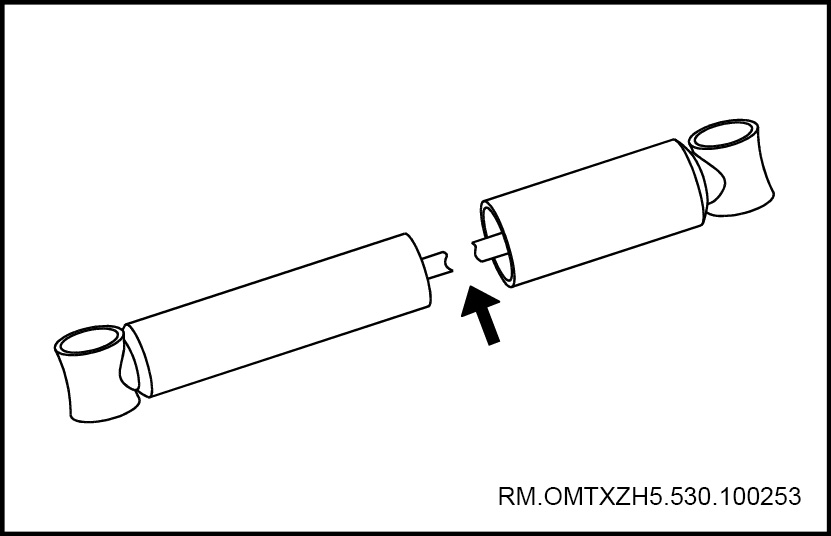
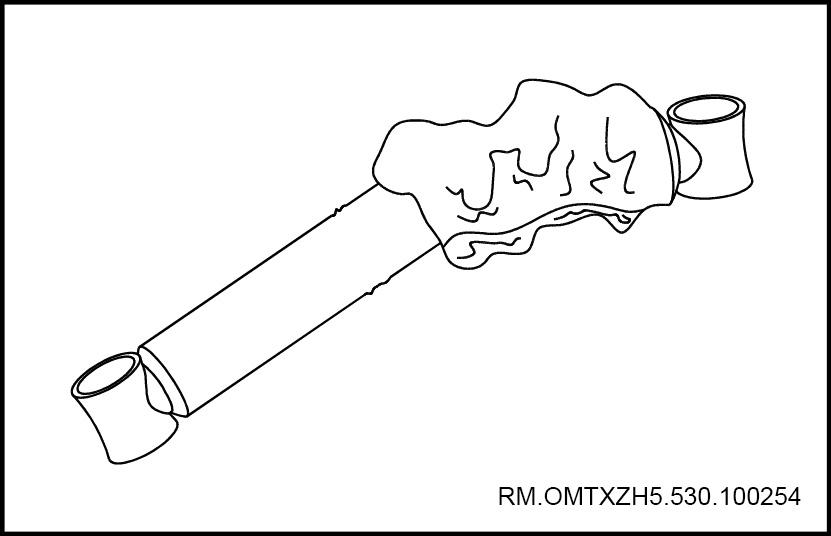
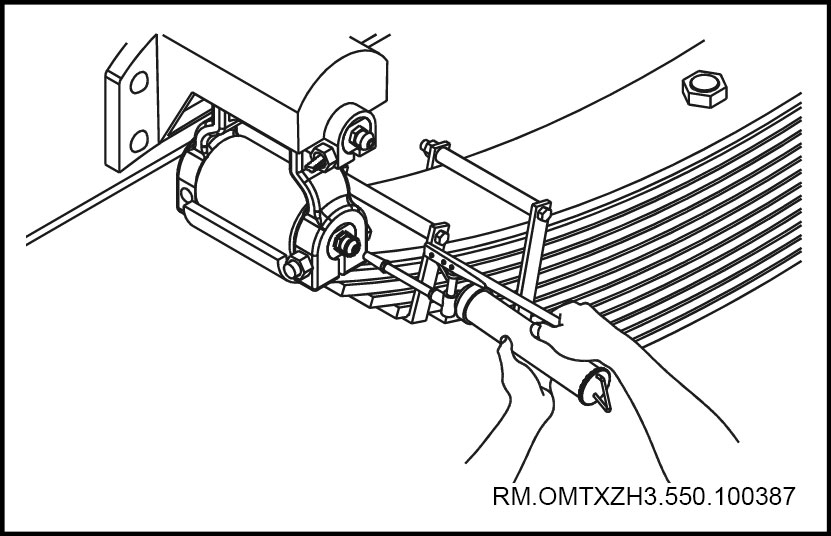
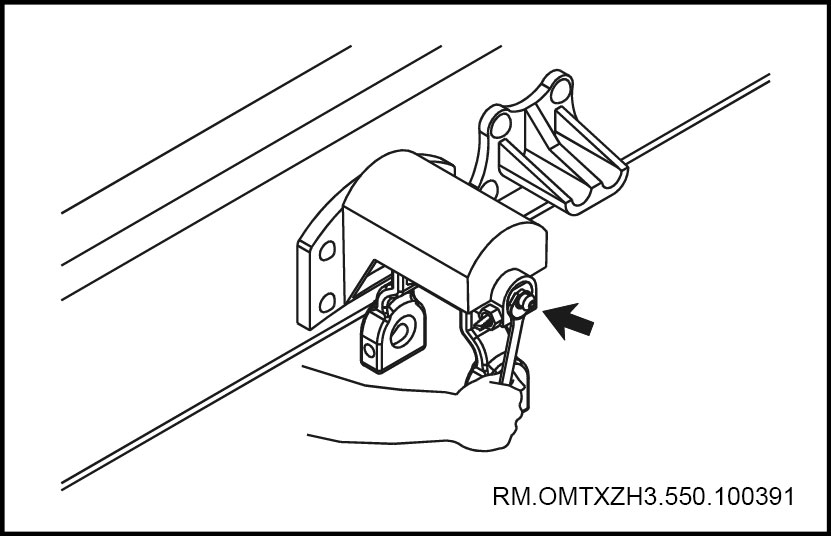
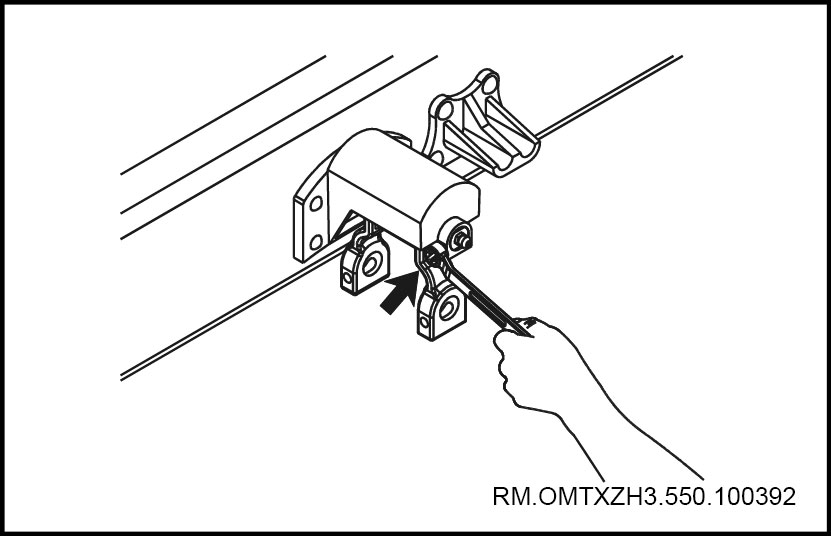
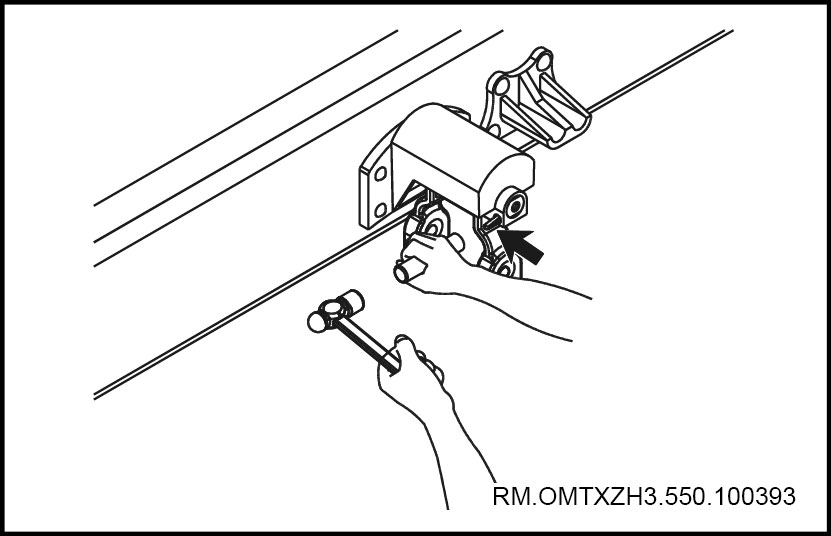
维护保养
|
|||||||
|
|
||||||
|
|||||||
|
|
||||||
|
|||||||
牵引座垫板焊合总成
牵引座垫板焊合总成(270.02.01)
拆卸
|
||||||||||
检查
|
|||||||
安装
|
||||||||||
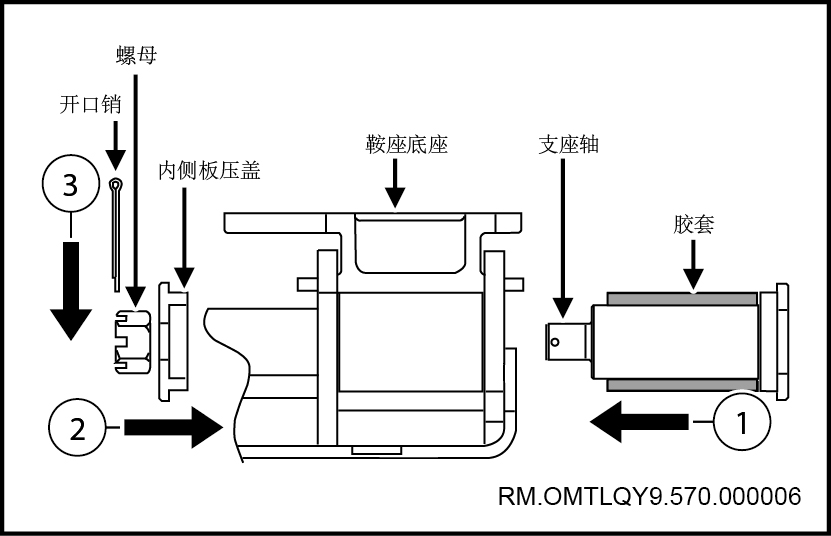
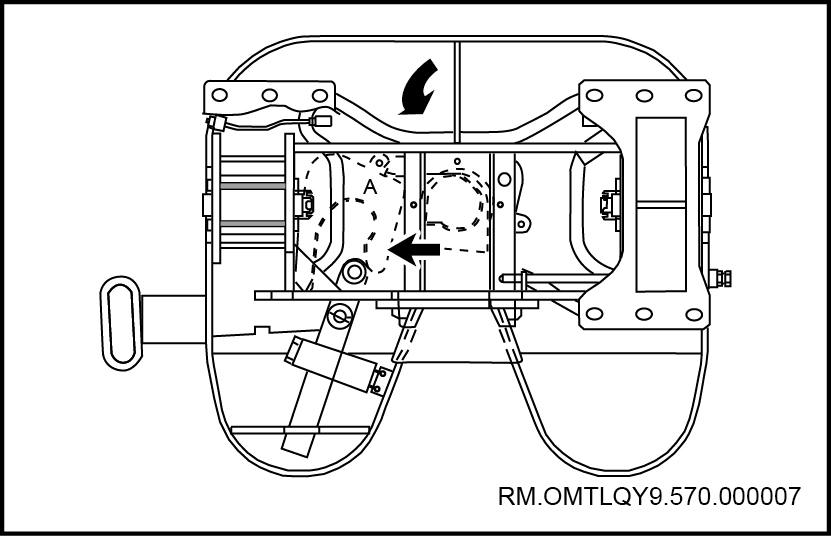
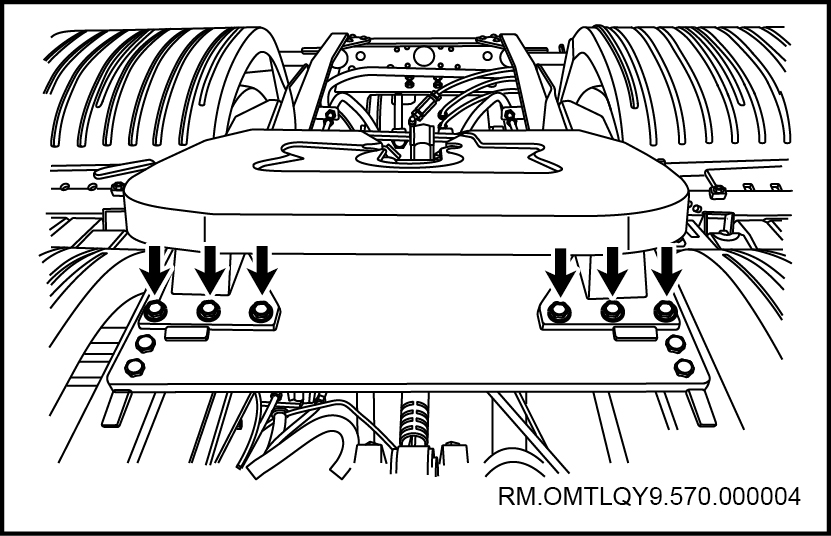
鞍式牵引座
鞍式牵引座(270.04.01)
拆卸
|
|
||||||
|
|
检查
|
||||
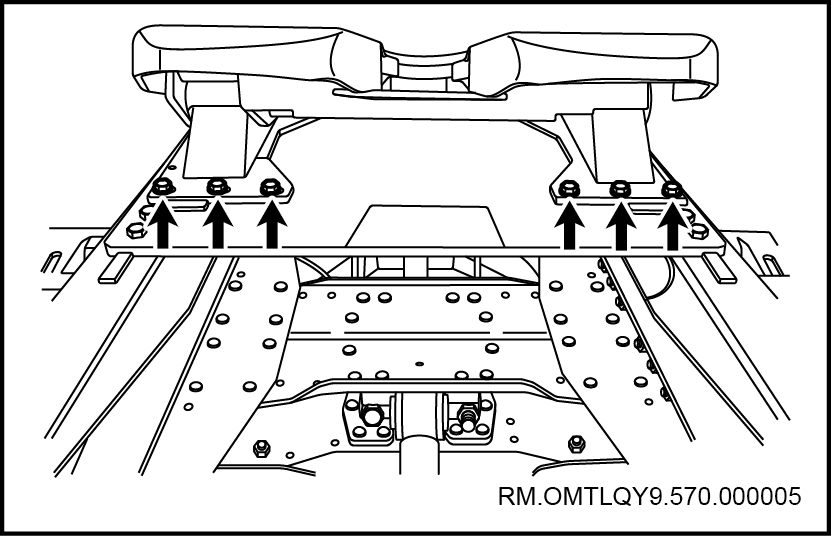
安装
|
|
|
||||||
|
|
|